Remember the 2015 Listeria outbreak linked to Blue Bell Creameries? The outbreak led to three deaths and 10 illnesses between January 2010 and January 2015. On Thursday the Department of Justice ordered the company to pay $17.25 million in criminal penalties for shipping contaminated products linked to that outbreak. The sentence, enforced by U.S. District Judge Robert Pitman (Austin, Texas), is the largest fine and forfeiture ever imposed in a conviction involving a food safety case.
“American consumers must be able to trust that the foods they purchase are safe to eat,” stated – Acting Assistant Attorney General Jeffrey Bossert Clark, Justice Department’s Civil Division in an agency news release. “The sentence imposed today sends a clear message to food manufacturers that the Department of Justice will take appropriate actions when contaminated food products endanger consumers.”
In May 2020 Blue Bell pleaded guilty to two misdemeanor counts of distributing adulterated ice cream. The following is an excerpt from the Department of Justice news release:
“The plea agreement and criminal information filed against Blue Bell allege that the company distributed ice cream products that were manufactured under insanitary conditions and contaminated with Listeria monocytogenes, in violation of the Food, Drug and Cosmetic Act. According to the plea agreement, Texas state officials notified Blue Bell in February 2015 that samples of two ice cream products from the company’s Brenham, Texas factory tested positive for Listeria monocytogenes, a dangerous pathogen that can lead to serious illness or death in vulnerable populations such as pregnant women, newborns, the elderly, and those with compromised immune systems. Blue Bell directed its delivery route drivers to remove remaining stock of the two products from store shelves, but the company did not recall the products or issue any formal communication to inform customers about the potential Listeria contamination. Two weeks after receiving notification of the first positive Listeria tests, Texas state officials informed Blue Bell that additional state-led testing confirmed Listeria in a third product. Blue Bell again chose not to issue any formal notification to customers regarding the positive tests. Blue Bell’s customers included military installations.”
By Benjamin A. Katchman, Ph.D., Michael E. Hogan, Ph.D., Nathan Libbey, Patrick M. Bird No Comments
The Golden Age of Bacteriology: Discovering the Unknown in a Farm-to-Market Food Supply.
The last quarter of the 19th Century was both horrific and exciting. The world had just emerged from four decades of epidemic in cholera, typhoid fever and other enteric diseases for which no cause was known. Thus, the great scientific minds of Europe sought to find understanding. Robert Koch integrated Pasteur’s Germ Theory in 1861 with the high technology of the day: Mathematical optics and the first industrialized compound microscopes (Siebert, Leiss, 1877), heterocycle chemistry, high-purity solvents (i.e., formaldehyde), availability of engineered glass suitable as microscope slides and precision-molded parts such as tubes and plates in 1877, and industrialized agar production from seaweed in Japan in 1860. The enduring fruit of Koch’s technology integration tour de force is well known: Dye staining of bacteria for sub-micron microscopy, the invention of 13 cm x 1 cm culture tubes and the invention of the “Petri” dish coupled to agar-enriched culture media. Those technologies not only launched “The Golden Age of Bacteriology” but also guided the entire field of analytical microbiology for two lifetimes, becoming bedrock of 20th Century food safety regulation (the Federal Food, Drug and Cosmetic Act in 1938) and well into the 21st century with FSMA.
Learn more about technologies in food safety testing at the Food Labs / Cannabis Labs Conference | June 2–4, 2020 | Register now!Blockchain Microbiology: Managing the Known in an International Food Supply Chain.
If Koch were to reappear in 2020 and were presented with a manual of technical microbiology, he would have little difficulty recognizing the current practice of cell fixation, staining and microscopy, or the SOPs associated with fluid phase enrichment culture and agar plate culture on glass dishes (still named after his lab assistant). The point to be made is that the analytical plate culture technology developed by Koch was game changing then, in the “farm-to-market” supply chain in Koch’s hometown of Berlin. But today, plate culture still takes about 24 to 72 hours for broad class indicator identification and 48 to 96 hours for limited species level identification of common pathogens. In 1880, life was slow and that much time was needed to travel by train from Paris to Berlin. In 2020, that is the time needed to ship food to Berlin from any place on earth. While more rapid tests have been developed such as the ATP assay, they lack the speciation and analytical confidence necessary to provide actionable information to food safety professionals.
It can be argued that leading up to 2020, there has been an significant paradigm shift in the understanding of microbiology (genetics, systems based understanding of microbial function), which can now be coupled to new Third Industrial Age technologies, to make the 2020 international food supply chain safer.
We Are Not in 1880 Anymore: The Time has Come to Move Food Safety Testing into the 21st Century.
Each year, there are more than 48 million illnesses in the United States due to contaminated food.1 These illnesses place a heavy burden on consumers, food manufacturers, healthcare, and other ancillary parties, resulting in more than $75 billion in cost for the United States alone.2 This figure, while seemingly staggering, may increase in future years as reporting continues to increase. For Salmonella related illnesses alone, an estimated 97% of cases go unreported and Listeria monocytogenes is estimated to cause about 1,600 illnesses each year in the United States with more than 1,500 related hospitalizations and 260 related deaths.1,3 As reporting increases, food producers and regulatory bodies will feel an increased need to surveil all aspects of food production, from soil and air, to final product and packaging. The current standards for pathogenic agriculture and environmental testing, culture-based methods, qPCR and ATP assays are not able to meet the rapid, multiplexed and specificity required to meet the current and future demands of the industry.
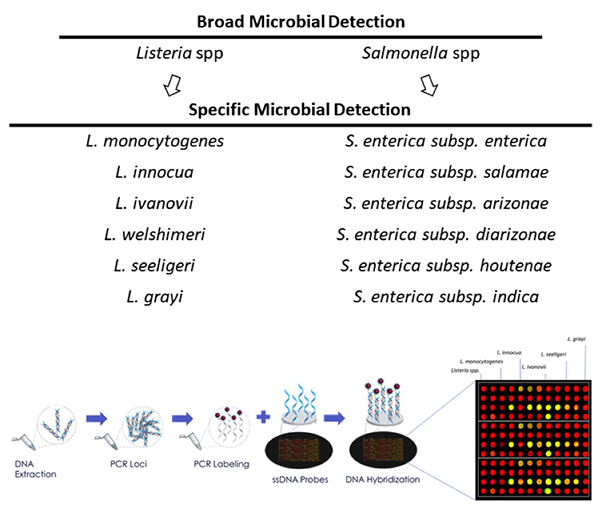
At the DNA level, single cell level by PCR, high throughput sequencing, and microarrays provide the ability to identify multiple microbes in less than 24 hours with high levels of sensitivity and specificity (see Figure 1). With unique sample prep methods that obviate enrichment, DNA extraction and purification, these technologies will continue to rapidly reduce total test turnaround times into the single digit hours while simultaneously reducing the costs per test within the economics window of the food safety testing world. There are still growing pains as the industry begins to accept these new molecular approaches to microbiology such as advanced training, novel technology and integrated software analysis.
It is easy to envision that the digital data obtained from DNA-based microbial testing could become the next generation gold standard as a “system parameter” to the food supply chain. Imagine for instance that at time of shipping of a container, a data vector would be produced (i.e., time stamp out, location out, invoice, Listeria Speciation and/or Serovar discrimination, Salmonella Speciation and/or Serovar discrimination, refer toFigure 1) where the added microbial data would be treated as another important digital attribute of the load. Though it may seem far-fetched, such early prototyping through the CDC and USDA has already begun at sites in the U.S. trucking industry, based on DNA microarray and sequencing based microbial testing.
Given that “Third Industrial Revolution” technology can now be used to make microbial detection fast, digital, internet enabled and culture free, we argue here that molecular testing of the food chain (DNA or protein based) should, as soon as possible, be developed and validated to replace culture based analysis.
Current microbiological diagnostic technology is only able to test for broad species of family identification of different pathogens. New and emerging molecular diagnostic technology offers a highly multiplexed, rapid, sensitive and specific platforms at increasingly affordable prices. Graphic courtesy of PathogenDx.
References.
Scallan, E., Hoekstra, R. M., Angulo, F. J., Tauxe, R. V., Widdowson, M. A., Roy, S. L., … Griffin, P. M. (2011). Foodborne illness acquired in the United States–major pathogens. Emerging infectious diseases, 17(1), 7–15. doi:10.3201/eid1701.p11101
Scharff, Robert. (2012). Economic Burden from Health Losses Due to Foodborne Illness in the United States. Journal of food protection. 75. 123-31. 10.4315/0362-028X.JFP-11-058.
Mead, P. S., Slutsker, L., Dietz, V., McCaig, L. F., Bresee, J. S., Shapiro, C., … Tauxe, R. V. (1999). Food-related illness and death in the United States. Emerging infectious diseases, 5(5), 607–625. doi:10.3201/eid0505.990502
Food processing is a multi-trillion dollar industry that encompasses facilities such as bakeries, meat and poultry plants, bottling lines, dairies, canneries and breweries. For all of these food processing plants a commercial flooring system is essential for maintaining a hygienic environment. Few areas of a plant provide as much opportunity for the spread of bacteria, mold, fungi and dust as the floor. Hazardous materials from a contaminated floor can easily be spread from worker’s shoes and mobile equipment. Food processing plants present a unique set of challenges that require careful consideration of floor properties and installation.
Food processing plants floors are subjected to constant, high concentrations of salt, alkaline and oil compounds that substantially degrade the floor and thereby risk food contamination and facility shutdown. These compounds can come from common food production by-products like oils, fats, dairy products, sugar solutions, blood, and natural acids or from harsh cleaners and disinfectants. Even with frequent and thorough cleaning these substances can—and will—result in microbial growth and the spread of bacteria in untreated concrete or poorly installed resinous flooring.
A commercial flooring system is critical to maintaining a hygienic environment in a food processing plant. (Image courtesy of High Performance Systems)
Cleaning floors is an essential part of maintaining food processing operations to keep up with government standards. A proper floor coating is a necessity for dealing with the vigorous, harsh cleaning procedures that typically include very hot water and aggressive cleaning chemicals. Depending on the exposure to corrosive, temperature and moisture conditions a thin film coating may suffice; however, in most cases, a thick, durable floor coating is needed to endure the cleaning operations. If too thin of a coating is used the repeated barrage of high pressure, high-temperature hot water and steam will strip the floor coating. Only an experienced flooring professional can determine the proper floor coating for a facility.
In addition to the properties of the floor coating, proper installation is essential for maintaining a hygienic, safe facility. If a floor is not seamless even the best floor coatings are vulnerable to germ buildup within gaps and cracks. To prevent harmful substance accumulation, a seamless coving transition from the floor to the wall is needed. Not only does that make the floors unsanitary, but it also can spread to other parts of the facility, equipment and product. Coving also aids in the cleaning process by allowing for hosing around the sides and corners of the room where germ buildup is most common.
An often-overlooked—yet critical—aspect of floor installation is having the proper pitch to promote water drainage. Having pools of water is not only dangerous for workers but for product safety. Such an examples of this issue is the Listeria outbreak at cantaloupe producer Jensen Farms, which led to 33 fatalities, 143 hospitalized victims, and ultimately, the end of their business. In the 2011 FDA released a report that focused on “Factors Potentially Contributing to the Contamination of Fresh, Whole Cantaloupe Implicated in the Multi-State Listeria monocytogenes Foodborne Illness Outbreak”. The conclusion was reached that the leading cause of Listeria spreading was due to a poorly constructed packing facility floor that was difficult to clean and allowed water to pool. The best way to prevent a similar situation at your plant is to make sure you get an experienced flooring expert, who understands your facility’s needs, to choose a floor with the right properties and to properly install it.
Today FDA provided an update about its outbreak investigation of Listeria monocytogenes linked to hard-boiled eggs manufactured by Almark Foods’ facility in Gainesville, Georgia. On December 23, Almark expanded its recall to include all eggs manufactured at the Gainesville plant. In addition, the company is not producing products at this facility.
Thus far, four companies have recalled products containing the eggs from Almark Foods, as they have the potential to be contaminated with Listeria monocytogenes:
Bakkavor Foods (Trader Joe’s Egg Salad and Potato Salad)
As of December 17, seven infections were reported, with four hospitalizations and one death across five states. The hard-boiled eggs were sold both in bulk pails to food processors, restaurants and retailers, as well as directly to consumers at the retail level, and have “Best If Used By Dates” through March 2, 2020.
FDA used whole genome sequencing to find a genetic match in the outbreak strain from samples collected at Almark’s facility during agency inspections in February and December of this year.
By Gina R. Nicholson-Kramer, Jeff Mitchell No Comments
Listeria: It has been in the news and in our food throughout the past year. It has cost companies millions of dollars in recalls, shutdowns and mitigation; it has cost the government thousands of dollars in outbreak investigation, inspection and follow-up; and it has cost millions of dollars in medical bills for victims and for some, it has cost their lives.
I have asked Jeff Mitchell, vice president of food safety at Chemstar, to share his knowledge about Listeria mitigation and control, and to talk about the research that supports the innovative program that Chemstar uses with its customers.
Listeria Mitigation & Control Program
By Jeff Mitchell
Jeff Mitchell, Vice President of Food Safety, Chemstar
Thus far this year there have been several recalls of ready-to-eat (RTE) foods due to contamination with Listeria monocytogenes. Efforts to prevent contamination of food products with Listeria monocytogenes must be conducted at all levels of production. This is a difficult task given the fact that the bacteria is so widespread in the environment. Focusing efforts in your process where contamination risk is of greatest concern to the consumer is important. There is solid evidence that commercially prepared foods that have been contaminated with Listeria monocytogenes has occurred after the food product has been subjected to an initial lethality treatment. The product may be exposed in this area as a result of slicing, peeling, packing, re-bagging, cooling, or other procedures that may expose the product to potential contamination.
Listeria monocytogenes survives extremely well in food processing and retail food preparation environments. It may be introduced into your facility through a variety of routes, including:
Raw materials
Employees’ shoes or clothes
Equipment (boxes, crates, carts)
Controlling traffic flow into critical areas of the process can help reduce the chances of introducing and spreading the organism.
Once Listeria is introduced into the nonsterile environment, retail and factory conditions that promote its growth increase the risk of post-processing contamination. Several factors, including moisture, nutrients, temperature, competitive microflora and pH, affect the growth of Listeria in the food preparation and processing environment. Moisture is the most crucial factor, as it is essential for microbial growth and is the most easily controlled of the factors.
Listeria tends to form a biofilm to enhance its survival when resident populations become established in the food prep/processing environment. The resident populations that are referred to as “persistent” are not easily eliminated by general cleaning and sanitizing procedures. Biofilm penetration is necessary for removal and inactivation of Listeria. The correct blend of chemical, contact time and agitation will aid in the removal. This combination dissolves the biofilm and the organic material to which it adheres, allowing the sanitizer to inactivate the released, sensitive cells.
To learn more about Listeria from Gina and Jeff, check out their archived webinar with Food Safety Tech, Preventing Listeria Contamination: A Practical Guide to Food Safety ControlsBiofilm removal is important, because persistent L. monocytogenes can be dispersed from a biofilm into the environment and onto food processing equipment, and non-food contact and food-contact surfaces. Passive dispersal of Listeria can occur by aerosolization from high-pressure hoses or brushing; once aerosolized, Listeria can contaminate other growth niches in the food handling/processing area, eventually contaminating food contact surfaces and food. Another form of passive dispersal is the movement of processing equipment. If a biofilm is present, cells can be released by the movement or vibration of the equipment.
Inactivation of L. monocytogenes in biofilms is an important part of a Listeria control program. Understanding this face prompted our team to perform research with the University of Georgia using a mixed culture biofilm formed by Pseudomonas putida and L. monocytogenes to evaluate the ability of Chemstar’s foaming sanitizer to inactivate L. monocytogenes present in biofilms under realistic use conditions. The results revealed that it provides for a greater than four-log reduction.1
Identifying Listeria in the environment and eliminating the resident populations can reduce the risk of secondary contamination. Once these procedures are established, employee training and environmental monitoring are vital. An effective Listeria control program requires that employees understand their role in mitigating the spread of Listeria, and management must relay those expectations. Control strategies are not likely to be effective if employees won’t cooperate, or don’t understand what they are expected to do, or why it is important, and that expected procedures or behavior will be monitored.
Reference
Frank, J. and Mitchell, J. (December 3, 2010). Evaluation of Chemstar foaming sanitizer for inactivating Listeria monocytogene in floor drain biofilms.
Join us for the Listeria Mitigation and Control Workshop at the Food Safety Consortium in Schaumburg, IL on November 17, 2015. Learn about the Five Key Elements in building an effective Listeria Control Program:
Specific Sanitation Controls for Listeria
Training of Personnel (they need to understand their role in the program)
Traffic Control
Targeted Environmental Monitoring and Testing
Control Water Introduced into the Process Environment
The workshop will be a hands-on approach to learning about Listeria and practical solutions to take back and implement into your company’s sanitation program.
The presence of Listeria monocytogenes in retail establishments can become a persistent problem. While maintaining vigilant and strict cleaning practices is key to reducing the risk, Haley Oliver, Ph.D., associate professor of food science at Purdue University cautions there is no silver bullet for a cleaning strategy, because every store is different. The rate of Listeriosis has not decreased but rather has plateaued, and controlling Listeria is a growing problem, forcing it to be a hot topic at this year’s IAFP conference.
“Attempting to regulate an industry as broad as retail in the United States is a huge challenge,” said Kevin Smith, Ph.D., senior advisor for food safety at FDA’s Center for Food Safety and Applied Nutrition. According to Smith, more than 2200 agencies are responsible for the licensing and inspection of retail facilities. Due to the massive size of the industry, much of the actions surrounding driving compliance and enforcing regulations occur through state, local, and tribal authorities.
The Food Safety and Inspection Service (FSIS) attributed 83% of Listeriosis cases to deli meats that were sliced at a retail counter, (as opposed to meats prepackaged at a facility). Retailers should be using the FSIS guidelines released in June, “Best Practices Guidance for Controlling Listeria monocytogenes in Retail Delicatessens“, for specific information about how they can ensure the safety of products such as deli meats. Revisions to the guidance include a clarification that food processing equipment should be taken apart during cleaning and sanitizing; an added recommendation that retailers scrub surfaces during cleaning to prevent biofilm formation; and clarification that retailers rotate sanitizers to avoid development of resistance. According to Kristina Barlow of FSIS, these practices can extend beyond deli meats to any products that are prepared at retail.
Barlow outlined areas that the Listeria best practices guidelines address, including:
Product handling. “Use products formulated with antimicrobial agents to prevent growth of Lm—96% illnesses could be reduced if retailers used these products,” said Barlow.
Cleaning and sanitizing. It is recommended that retailers develop written sanitation procedures outlining the daily frequency in which utensils and equipment should be cleaned and sanitized. Equipment should be cleaned every four hours, and surfaces scrubbed to prevent biofilm formation. Barlow advised that retailers document all actions they perform to ensure that procedures are carried out each day.
Facility and equipment controls. Ensure that the floors, walls and overhead structures are clean. Listeria that is harbored in drains is more likely to creep its way into equipment, and the bacteria can also hide under dust and floors, so it is important to avoid construction when food products are exposed.
Employee practices. Use gloves, train in sanitation practices, and make sure that information is available to employees in multiple ways (i.e., other languages and use of images). In addition, implement policies to ensure that ill employees are not working with food; and limit employee traffic in the deli area—develop traffic flow plans for product, employees and other items to prevent contamination by both consumers and employees. Finally, employees should change aprons or other frocks when soiled. “Gone are the days when the butcher is covered in blood [and] serving people,” said Barlow.
This website uses cookies so that we can provide you with the best user experience possible. Cookie information is stored in your browser and performs functions such as recognising you when you return to our website and helping our team to understand which sections of the website you find most interesting and useful.
Strictly Necessary Cookies
Strictly Necessary Cookies should be enabled at all times so that we can save your preferences for these cookie settings.
We use tracking pixels that set your arrival time at our website, this is used as part of our anti-spam and security measures. Disabling this tracking pixel would disable some of our security measures, and is therefore considered necessary for the safe operation of the website. This tracking pixel is cleared from your system when you delete files in your history.
We also use cookies to store your preferences regarding the setting of 3rd Party Cookies.
If you visit and/or use the FST Training Calendar, cookies are used to store your search terms, and keep track of which records you have seen already. Without these cookies, the Training Calendar would not work.
If you disable this cookie, we will not be able to save your preferences. This means that every time you visit this website you will need to enable or disable cookies again.
Cookie Policy
A browser cookie is a small piece of data that is stored on your device to help websites and mobile apps remember things about you. Other technologies, including Web storage and identifiers associated with your device, may be used for similar purposes. In this policy, we say “cookies” to discuss all of these technologies.
Our Privacy Policy explains how we collect and use information from and about you when you use This website and certain other Innovative Publishing Co LLC services. This policy explains more about how we use cookies and your related choices.
How We Use Cookies
Data generated from cookies and other behavioral tracking technology is not made available to any outside parties, and is only used in the aggregate to make editorial decisions for the websites. Most browsers are initially set up to accept cookies, but you can reset your browser to refuse all cookies or to indicate when a cookie is being sent by visiting this Cookies Policy page. If your cookies are disabled in the browser, neither the tracking cookie nor the preference cookie is set, and you are in effect opted-out.
In other cases, our advertisers request to use third-party tracking to verify our ad delivery, or to remarket their products and/or services to you on other websites. You may opt-out of these tracking pixels by adjusting the Do Not Track settings in your browser, or by visiting the Network Advertising Initiative Opt Out page.
You have control over whether, how, and when cookies and other tracking technologies are installed on your devices. Although each browser is different, most browsers enable their users to access and edit their cookie preferences in their browser settings. The rejection or disabling of some cookies may impact certain features of the site or to cause some of the website’s services not to function properly.
Individuals may opt-out of 3rd Party Cookies used on IPC websites by adjusting your cookie preferences through this Cookie Preferences tool, or by setting web browser settings to refuse cookies and similar tracking mechanisms. Please note that web browsers operate using different identifiers. As such, you must adjust your settings in each web browser and for each computer or device on which you would like to opt-out on. Further, if you simply delete your cookies, you will need to remove cookies from your device after every visit to the websites. You may download a browser plugin that will help you maintain your opt-out choices by visiting www.aboutads.info/pmc. You may block cookies entirely by disabling cookie use in your browser or by setting your browser to ask for your permission before setting a cookie. Blocking cookies entirely may cause some websites to work incorrectly or less effectively.
The use of online tracking mechanisms by third parties is subject to those third parties’ own privacy policies, and not this Policy. If you prefer to prevent third parties from setting and accessing cookies on your computer, you may set your browser to block all cookies. Additionally, you may remove yourself from the targeted advertising of companies within the Network Advertising Initiative by opting out here, or of companies participating in the Digital Advertising Alliance program by opting out here.