This week the USDA and FDA signed a Memorandum of Understanding (MOU) in an effort to prevent disruptions at FDA-regulated food facilities, including fruit and vegetable processing locations. The agencies are also trying to prepare for the peak harvesting seasons that involve freezing and canning fruits and vegetables. The MOU provides a process by which the agencies can determine the instances when USDA would exercise authorize under the Defense Production Act (DPA) related to food resource facilities that manufacture, process, pack or hold foods.
“While the FDA will continue to work with state and local regulators in a collaborative manner, further action under the DPA may be taken, should it be needed, to ensure the continuity of our food supply. As needed, the FDA will work in consultation with state, local, tribal and territorial regulatory and public health partners; industry or commodity sector; and other relevant stakeholders (e.g. Centers for Disease Control and Prevention, Occupational Safety and Health Administration) to chart a path toward resuming and/or maintaining operations while keeping employees safe,” stated FDA Deputy Commissioner for Food Policy and Response Frank Yiannas in an agency press release. “We are working with our federal partners who have the authority and expertise over worker safety to develop information on protecting worker health. We are also working with other federal partners to assist the food and agriculture industry in addressing shortages of personal protective equipment (PPE), cloth face coverings, disinfectants and sanitation supplies.”
Since the early 20th century, food safety has been a paramount concern for consumers in the United States. Upton Sinclair’s The Jungle, which painted a bleak, brutal, and downright disgusting picture of turn-of-the-century food processing facilities led to the creation of some of the country’s first food safety laws. Today, federal agencies and statutes make up a comprehensive food safety system to ensure that the growth, distribution and consumption of foods are safe from start to finish.
While food safety has significantly improved in the century since Sinclair’s time, stories of major outbreaks of foodborne illnesses continue to pop up across the country. Over the past few years, a significant number of outbreaks as a result of pathogens have made the headlines. To mitigate the threat of public health crises and ensure food production and distribution is safe and secure, companies must rely on modern technology to trace the movement of food across the entire supply chain.
How Technology Is Changing the Food Industry
Technology is a powerful, innovative force that has changed the way even well established companies must do business in order to stay relevant. From easier access to nutritional information to digital solutions that make food manufacturing and distribution more efficient, greater consumer awareness driven by technology empowers consumers to make decisions that can greatly affect the food industry’s bottom line.
Technology-driven accountability is playing one outsized role in allowing consumers to make better choices about the foods they consume and purchase. Social media and smartphone apps connect consumers to a wealth of resources concerning the harmful effects of certain ingredients in their food, the source of products, and how particular items are made and produced. In 2015, for example, The Campbell Soup Company removed 13 ingredients from its traditional soup recipes as a result of a greater public demand to understand food sources. Neither food giants nor small producers should expect to remain immune from greater public scrutiny over food health and safety.
Nutritional research is also helping change the conversation around food, granting nutritionists and consumers alike greater access to food-related data. Through easily accessible scholarly journals, apps that provide real-time nutrition information, and meal tracking apps that help users log and understand what they’re eating, consumers can gain a better understanding of nutrition to make more informed choices about their daily food intake. Researchers can also use food-tracking apps to make discoveries about consumer behavior and foods that are eaten.
Technology is also being used to tackle food waste, one of the most pervasive problems facing the food industry. One-third of the total amount of food produced globally, amounting to nearly $1.2 trillion, goes to waste every year. Solving this pervasive crisis has become an industry imperative that is being tackled through a variety of innovative technologies to improve shelf-life, dynamically adjust pricing based on sell-by dates, and allow restaurants to automatically monitor their daily waste.
In the food manufacturing sector, digitally-connected supply chain systems are providing greater visibility into the production of foods and beverages. Supplier management technology delivers data that can be used to optimize processes and improve quality in real-time, making it easy to adjust to consumer demands, respond to logistics challenges, and boost government compliance. The enhanced operational benefits offered through improved supply chain visibility allows manufacturers to produce products faster, safer, and with greater transparency.
Online ordering has also ushered in a new era of food industry behavior. The growing assortment of online ordering apps has just given the consumer more control over quickly ordering their next meal. The trend in online ordering has also allowed restaurants to experiment with new business models like virtual kitchens that offer menus that are only available online.
The IoT adds a layer of technology to the food manufacturing process. (All photos licensed through Adobe Stock)
IoT: The Future of Food Safety
From the farm to the carryout bag, the impact of technology on the greater food industry is already evident in daily practice. Through enhanced access to data, food producers can run an efficient supply chain that reduces waste, boosts productivity, and meets consumer demand in real-time. Using a variety of online resources, consumers are empowered to quickly make well-informed food purchases that are healthier, more convenient and more sustainable than ever before.
The Internet-of-Things (IoT) adds a layer of technology to the food manufacturing process to ensure greater food safety. A broad series of networked sensors, monitors, and other Internet-connected devices, IoT technology can oversee the entire food manufacturing and distribution process from the warehouse to the point of sale. Boosting transparency across the board, intelligent sensors and cameras can transform any food manufacturing operation into a highly visible, data-backed process that allows for better decision-making and improved real-time knowledge.
While IoT technology is a powerful tool that can improve the efficiency of restaurants and provide enhanced customer experiences, some of its greatest potential lies in its ability to safely monitor food preparation and production. Live data from IoT devices makes it possible to closely monitor food safety data points, allowing manufacturers and restaurants to reduce the risks of foodborne illness outbreaks through enhanced data collection and automated reporting.
Domino’s Pizza, for instance, embraced IoT technology to enhance management processes and monitor the food safety of its products. In the past, restaurants have relied on workers to record food temperatures, a practice that was occasionally overlooked and could lead to issues with health inspectors. Using IoT devices for real-time temperature monitoring, Domino’s automatically records and displays temperature levels of a store’s production, refrigeration, and exhaust systems, allowing employees to view conditions from a live dashboard.
In addition to boosting food safety, the comprehensive monitoring offered by IoT technology can help food companies reduce waste, keep more effective records, and analyze more data for improved operations.
IoT isn’t just a safe solution for improving food safety: It’s a smart solution.
Blockchain: The Future of Food Traceability
The ubiquity of QR codes has made it easy for consumers to quickly gain access to information by scanning an image with their smartphone. From accessing product manuals to downloading songs, QR codes make it simple to provide detailed and relevant content to users in a timely manner.
Blockchain enhances the safety of the business of food production itself.
Blockchain technology provides a powerful opportunity to provide consumers with similar information about food safety. Able to instantaneously trace the lifecycle of food products, blockchain can report a food’s every point of contact throughout its journey from farm to table. By scanning a QR code, for instance, users can quickly access relevant information about a food product’s source, such as an animal’s health, and welfare. Shoppers at Carrefour, Europe’s largest retailer, area already using blockchain traceability to track the stage of production of free-range chickens across France.
Walmart piloted a blockchain implementation by tracing a package of sliced mangoes across every destination until it hit store shelves, from its origin at a farm in Mexico to intermittent stops at a hot-water treatment plant, U.S processing plant, and cold storage facility. Real-time product tracing can be conducted in just two seconds, enabling Walmart and other vendors to provide consumers with access to food safety information that could easily be updated should an outbreak or contamination occur.
Blockchain’s inherent transparency not only makes it possible to identify the safety of food production; it also enhances the safety of the business of food production itself. Because blockchain is based upon an immutable, anonymous ledger, record keeping and accounting can be made more secure and less prone to human error. Payments to farmers and other food suppliers can also become more transparent and equitable.
The High Tech Future of Food
Unlike the days of Sinclair’s The Jungle, food transparency is the name of today’s game. As consumers continue to demand greater access to better food on-demand, food producers must continue to find innovative ways of providing safe, healthy, and ethical solutions.
IoT devices and blockchain present food manufacturers with powerful technological solutions to solve complex problems. Brands choosing to rely on these innovations, such as Domino’s and Walmart, are helping ensure that food is produced, prepared and distributed with a foremost emphasis on health and safety. As these technologies continue to become more intelligent, well-connected, and embraced by leading food producers, consumers should rest assured that they’ll always be able to know exactly what they’re eating, where it’s from, and whether it’s safe.
Foodborne pathogens, such as bacteria and parasites in consumable goods, can result in illnesses and deaths, wreaking havoc on residents of states and countries. The companies at fault often face severe damage to their reputation as people fear that continuing to do business with a brand is not safe. Moreover, if the affected enterprises do not take decisive steps to prevent the problem from happening again, they may receive substantial fines or closure orders.
Statistics from the U.S. federal government indicate that there are approximately 48 million cases of foodborne illnesses in the American food supply each year. Fortunately, there are proven steps that production plant managers can take to minimize the risk of foodborne pathogens. Being familiar with the preventative measures, and taking steps to implement them prevents catastrophes.
Engage with Suppliers about Their Efforts to Kill or Reduce Foodborne Pathogens
Foodborne pathogens can enter a production plant on items like fresh produce received from farm suppliers. Agricultural professionals commonly use chlorine to decontaminate goods before shipping them. However, researchers used a chlorine solution on spinach leaves to assess its effectiveness in killing common types of bacteria. The team discovered that, even after chlorine exposure, some bacteria remained viable but undetectable by industrial methods.
Foodborne pathogens can originate at farms for other reasons, too. Failing to take the proper precautions during animal slaughter can introduce contaminants into meats that end up in food production facilities. Water impurities can also pose dangers.
All production plants should regularly communicate with suppliers about the actions they take against foodborne pathogens. Food safety is a collective effort. Practicing it means following all current guidance, plus updating methods if new research justifies doing so. If suppliers resist doing what’s in their power to stop foodborne pathogens, they must realize they’re at risk for severing profitable relationships with production plants that need raw goods.
Consider Using Sensors to Maintain Safe Conditions
The Internet of Things (IoT) encompasses a massive assortment of connected products that benefit industries and consumers alike. One practical solution to enhance food safety in a production plant involves installing smart sensors that detect characteristics that humans may miss.
For example, the USDA published a temperature safety chart that explains what to do with food after a power outage. Most items that people typically keep in refrigerators become dangerous to eat if kept above 40o F for more than two hours.
Food production plants typically have resources like backup power to assist if outages occur. But, imagine a cooler that appears to work as expected but has an internal malfunction that keeps the contents at incorrect temperatures. IoT sensors can help production plant staff members become immediately aware of such issues. Without that kind of information, they risk sending spoiled food into the marketplace and getting people sick.
Researchers also developed a sensor-equipped device that detects the effectiveness of hand washing efforts. In a pilot program involving 20 locations, contamination rates decreased by 60% over a month. Most restrooms at food preparation facilities remind people to wash their hands before returning to work. What if a person takes that action, but not thoroughly enough? Specialty sensors could reduce that chance.
Install Germicidal Ultraviolet Lights
With much of the world on lockdown due to the COVID-19 pandemic, many people want to know if germicidal ultraviolet lights could kill the novel coronavirus. Researchers lack enough information to answer that question definitively. They do know, however, that germicidal ultraviolet lights kill up to 99.99% of bacteria and pathogens.
Plus, these lights are particularly useful in food production because they get the job done without harsh chemicals that could make products unsafe. Ultraviolet lights can damage the skin and eyes, so you must only run them when there are no humans in the room. However, it’s immediately safe to enter the environment after switching the lights off.
These specialized light sources do not eliminate the need for other food safety measures. Think about implementing them as another safeguard against adverse consequences.
Teach Workers about Safe Practices
Food contamination risks exist at numerous points along the supply chain. Mishandling is a major culprit that could make several parties partially responsible for a foodborne pathogen problem. For example, if a person does not wear the proper gear when handling food or stores items intended for raw consumption in places where meat juices touch them, either of those things and many others could cause issues with foodborne pathogens.
As you inform employees about which procedures to take to manage the risks, emphasize that everyone has an essential role to play in keeping products free from contaminants. If workers make ready-to-eat foods, such as packaged sandwiches, ensure they understand how to avoid the cross-contamination that happens when reusing cutting boards or utensils without washing them first.
The FDA requires domestic and foreign food facilities to analyze and mitigate risks. Employee training is not the sole aspect of staying in compliance, but it’s a major component. If a person makes a mistake due to improper or nonexistent training, that blunder could have significant financial ramifications for a food production facility.
Widely cited statistics indicate that food recall costs average more than $10 million, which is a staggering figure in itself. It doesn’t include litigation costs incurred when affected individuals and their loved ones sue companies, or the expenses associated with efforts to rejuvenate a brand and restore consumer confidence after people decide to take their business elsewhere.
Ensuring that workers receive the necessary training may be especially tricky if a human resources professional hires a large batch of temporary employees to assist with rising seasonal demands. If a higher-up tells them that time is of the essence and the new workers must be ready to assume their roles on the factory floor as soon as possible, training may get overlooked. When that happens, the outcomes could be devastating. Efficiency should never get prioritized over safety.
Stay Abreast of Emerging Risks
Besides doing your part to curb well-known threats that could introduce foodborne pathogens, spend time learning about new problems that you may not have dealt with before.
For example, scientists have not confirmed the origin of COVID-19. However, since early evidence suggested live animal sales and consumption may have played key roles, Chinese officials cracked down on the wildlife trade and imposed new restrictions on what was largely an unregulated sector cloaked in secrecy.
Much remains unknown about COVID-19, and it’s but one virus for food producers to stay aware of and track as developments occur. The ongoing pandemic is a sobering reminder not to blame specific groups or ethnicities, and to avoid jumping to hasty conclusions. It’s good practice to dedicate yourself to learning about any production risks that could introduce foodborne pathogens. Read reputable sources, and don’t make unfounded assumptions.
A Collective and Constant Effort
There is no single way to combat all sources of foodborne pathogens. Instead, anyone involved in food production or supply must work diligently together and know that their obligation to prevent issues never ceases.
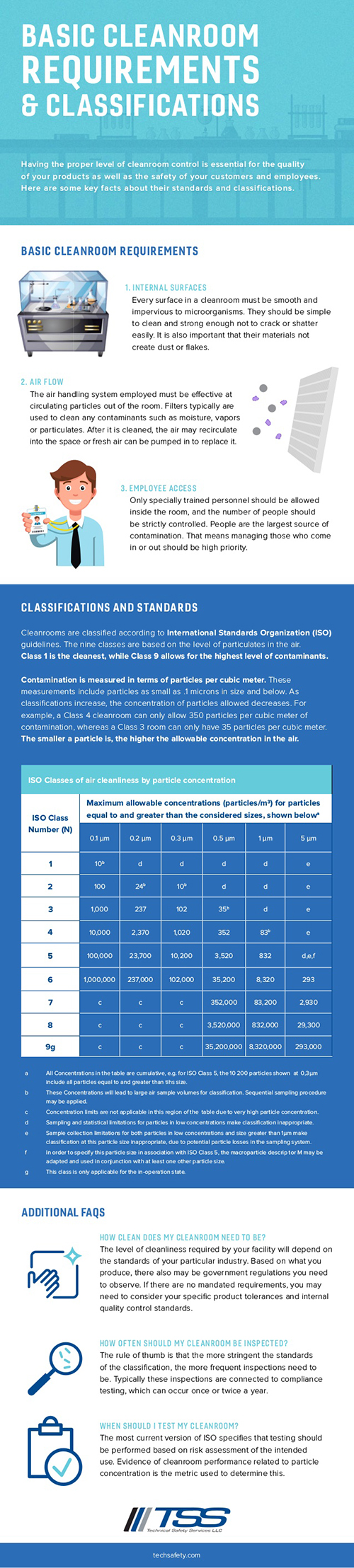
The health and well being of millions depends on manufacturers’ and packagers’ ability to maintain a safe and sterile environment during production. This is why professionals in this sector are held to much stricter standards than other industries. With such high expectations from consumers and regulatory bodies, a growing number of food companies are opting the use cleanrooms.
Cleanrooms are sealed off from the rest of a laboratory or production facility. Through stringent ventilation and filtering systems, they protect against contaminants that might be found in an unrestricted environment. Mold, mildew, dust and bacteria are sifted from the air before they can enter the space.
Personnel who work in a cleanroom are required to adhere to rigorous precautions, including clean suits and masks. These rooms also closely monitor temperature and humidity to ensure the optimal climate.
Cleanrooms can be found in numerous applications throughout the food industry. Specifically, they are used in meat and dairy facilities, as well as in the processing of foods that need to be gluten and lactose free. By creating the cleanest possible environment for production, companies can offer their customers peace of mind. Not only can they keep their products free from contamination, but they can extend shelf life and increase efficiency.
If you want to learn more about cleanrooms and their classifications, take a look at the accompanying infographic. It details the essential requirements and standards for facilities in the food industry and beyond.
Foodborne illnesses cost billions of dollars each year in the United States. A lack of standards can lead to severe consequences, including loss of customers, negative impact on brand reputation and employees missing work due to illness. As a result, safety is vital for any brand that is committed to high-quality food and maintaining a positive brand image.
Food safety management systems—the processes and procedures that companies set up to prevent contamination—are essential in reducing the risk of foodborne illness and ensuring the safest products possible.
By FDA regulation, most food processors must have HACCP as well as corrective actions/preventive action (CAPAs) plans in place. Even with the right safety guidelines, however, contamination or exposure to food hazards can still occur. The following are four ways to improve the quality of your food safety management system.
1. Conduct Regular Audits
Even if your business’s HACCP is highly effective in theory, it won’t prevent contamination unless actual practice lines up with documentation. Regular audits can ensure employee practice complies.
HACCPs are structured around identifying both potential food hazards and critical control points (CCPs) where your system has the opportunity to prevent, mitigate or eliminate a potential issue. Usually, this means storing food items or performing some biological, physical or chemical action to a target limit— like a specific temperature—to prevent or mitigate contamination.
For example, in the manufacturing of chicken products, cooking and hot-holding are critical control points at which the product needs to be heated to a certain temperature to eliminate or prevent potential hazards. Here, an audit would be a chance to ensure employees cooked and hot-held foods at the proper temperatures. If they aren’t, the food safety management team can make policy changes that ensure practice lines up with planning.
The audit process should be consistent and occur regularly. It should also cover every aspect of your HACCP strategy and place a particular focus on potential hazards and CCPs. These audits can be a way to uncover the strengths and weaknesses of your current HACCP strategy. Companies can use this information to build upon existing practices or demonstrate how procedures could be more effective.
Stainless steel is popular in food handling due to impermeable surface and resistance to corrosion, two characteristics that help reduce the risk of food contamination. (free image from Splash)
2. Consider a CCP Monitoring System
You can use automated or digital systems to ensure that CCPs aren’t deviating from control limits. With the right sensors, it’s possible to ensure that food remains between target limits at each CCP. For example, automated sensors can quickly alert plant staff if the temperature of food in cold storage rises above a certain threshold, or if there is a deviation from a given CCP.
These alerts can help staff quickly respond to deviations, ensuring compliance, and reducing the risk of contamination by food hazards.
3. Review and Maintain Equipment
An thorough equipment program can be highly effective in reducing the risk of food contamination. To minimize risk, your plan should look at the equipment needed in your plant, as well as how it’s constructed and maintained. For example, choosing industry-standard or food-safe materials can help prevent contamination. Investing in the right kind of stainless steel can both improve operating costs and help reduce the risk of food exposed to hazards.
Preventive maintenance plans for food safety equipment can also reduce the risk of contamination by ensuring the proper functioning of site equipment.
4. Provide Employee Support and Encourage Buy-In
Training programs are an essential component of any HACCP. If your employees don’t know how to handle food properly or aren’t aware of HACCP documentation or the CCPs in the food processing pipeline, they won’t be able to execute the plan and prevent contamination.
While training programs are crucial, they don’t necessarily guarantee compliance. Common pitfalls exist that can discourage employees from following the plan. To encourage employee buy-in, training should begin by discussing the importance of food safety and the potential risks of contamination.
The training should also be robust enough that employees feel confident when executing the HACCP. Training staff should be sure to provide visual demonstrations and opportunities for employees to practice before they become responsible for food safety. Tests or evaluations both during and after training can be useful tools in determining how well your employees understand your business’s HACCP strategy. Regular follow-ups on training can also ensure compliance and reduce the risk of contamination.
Improving Food Safety Management Systems
For any business that works with food, safety programs are essential in ensuring the safest and highest quality product possible. Existing food safety management systems can often improve with the right methods. For example, automated monitoring systems can reduce the risk of deviating from CCP limits. Employee training and regular audits can also ensure that a plant’s food safety practices line up with the documented plan.
Much of the attention that cybersecurity gets is on the IT or office network side of things, but recently people have begun paying more attention to operational technology (OT) systems that make up the country’s critical infrastructure. When people think of critical infrastructure, they automatically think of oil and gas, power generation, and water. Many people don’t realize that there are actually 16 critical infrastructure industries:
Energy
Financial
Dams
Defense
Critical Manufacturing
Water and Wastewater
Food and Agriculture
Healthcare
Government Facilities
Commercial Facilities
Transportation
Emergency Services
Chemical
Communications
Nuclear
Information Technology
One of the easily forgotten, but perhaps most important, is food and beverage manufacturing. A cyber attack on a food and beverage company might not result in the lights going out or clouds of toxic gas, but they could result in explosions, or tainted food. We need to start paying more attention to cybersecurity in the food and beverage industry. What would happen if a hacker got into the control system at a frozen foods distribution facility? They could raise the temperature in the freezers, thaw the food and then refreeze it. This could result in food poisoning for hundreds or thousands of people. Bad actors can do a lot of harm by targeting this sector.
Many companies are pushing to combine their IT and OT departments, something they call IT/OT convergence. This can be done, but you need to first understand that IT and OT have differing goals.
It is important to review the organizational structure. You will typically find that both IT and OT report organizationally to the CEO level. We also find senior management believes IT owns the industrial control system (ICS) networks and security—mainly because IT owns support, maintenance & operational budget for network and security (basically letting OT off the hook).
IT’s primary goals are confidentiality, integrity and availability, the CIA triad. While working toward these objectives IT also tries to make it possible for users to access the network from any location from which they are working, using whatever computing device they have with them. The goal is to make it as easy to work from an airport, hotel room or coffee shop as it is to work in the office itself. Technology is updated and replaced often. Service packs are loaded, new software releases are loaded, and bugs are fixed.
OT’s primary goals are availability, integrity and confidentiality—a complete reversal of the CIA triad. They strive to keep production running, be it an electric utility, an oil rig or a pop-tart factory 24/7/365. OT is all about what works, a “We’ve always done it that way” mentality. OT will always be reluctant to make any change that might bring down the production line. Remember, they are graded on widgets per minute. There must be trust and open communication between IT and OT if things are going to work properly.
When we are talking about OT cybersecurity, we usually use terms like secure or prevent, when we really should be thinking about words like containment. Securing the network and preventing attacks is important, but at some point, an attack will get past your defenses. Then it is a matter of containment: How do we keep the problem from spreading to other networks?
One thing to definitely avoid is the desire by IT to have bi-directional communications between the IT and OT networks—this should never happen. Also, avoid the desire to connect the ICS to the Internet so that you can control the process remotely. There is no reason for the plant manager to be able to go home, have a couple beers and then log on to see if he can make things run better. If the control system is going to be connected to the corporate IT or the Internet, it should only have out-going uni-directional data transmission to allow monitoring of the system.
Building a good OT cybersecurity program, you need to do three things:
Get C-Level support and buy-in for the changes to be made.
Communicate with stakeholders and vendors.
Make decisions as a team, make sure all the stakeholders, IT, OT, engineering are all involved.
After you have set up the structure and started communicating, you need to begin cybersecurity awareness training for the OT staff. This training should be focused on educating plant personnel on what cybersecurity is, both at work and at home, and how to respond or escalate something that seems wrong. They need to be trained what needs to be dealt with immediately and what can wait. Consider doing tabletop exercises where you practice what to do when certain things occur. This can act as a stress test for your incident response plan and help find the holes in your plan and procedures. These tabletop exercises should involve C-suite individuals as well as people from the plant floor, so everyone understand their part in a cyber-attack response.
If these concepts are followed, you will be well on your way to creating a much more cyber-secure production environment.
On March 29, 2018, FDA announced the Nutrition Innovation Strategy, which signaled their intention to take a fresh look at what can be done to “reduce the burden of chronic disease through improved public nutrition.” The agency wants to facilitate consumers making better food choices to improve their health. At the same time, FDA has acknowledged that in many cases, changes in food processing technology has rendered outdated certain provisions of the regulations once written to both inform and protect the public. Therefore, FDA has developed a plan to move ahead to update its policy toolkit.
This multi-pronged approach includes modernizing food labeling, including food standards, health claims policy, ingredient labeling requirements and continuing implementation of the updated nutrition facts label, menu labeling, and reducing sodium in processed food products.
In particular, in trying to gather information to help determine the best approach to revising food standards of identity, FDA held a public meeting on September 27, 2019. FDA is attempting to provide room in the regulations for industry to be able to use modern and hopefully more healthful manufacturing methods while at the same time retaining the traditional characteristics and nutritional value of standardized food products.
During the public meeting, consumer advocacy groups, food industry trade groups and medical associations expressed many points of view as to what FDA should do to make the more than 250 food standards of identity more applicable to the modern food supply. FDA also took comments on updating food ingredient labeling requirements, including simplifying terms for ingredients such as vitamins. Because each food standard of identity is a regulation, it will be no small effort for the agency to update, remove or add standards of identity as needed. This meeting was a way to get input to help guide their decisions and priority—making for food standards and ingredient labeling revisions.
Obviously, with such a broad-based effort, the revisions and changes will be incremental. But the thing to keep in mind is that it all points to an effort to improve public health through the food supply as well as an effort to impactfully modernize the regulations. What follows is a very brief summary of some of FDA’s recent actions in this regard.
On December 30, 2019, FDA announced the final guidance on Serving Sizes, Dual-Column Labeling, which provided additional information about when dual column labeling for nutrition is required and what exemptions are in place to provide relief for certain products or package sizes.
On December 27, 2019, FDA reopened the comment period on the use of ultrafiltered (UF) milk in certain cheeses. When the proposed rule for UF milk in cheeses originally published in 2005, FDA received many comments. Essentially, ultrafiltration was a means to enhance the speed of cheese production, and the standard of identity cheeses were written before this technology was common and did not permit this type of process. FDA seeks to modernize the cheese standards while keeping intact the nature of these cheeses, and so the agency is eager to learn about what can be done to accommodate the new technology without losing the essence of the standards that consumers have come to expect. Because of the time lapse since the previous comment period, FDA is seeking more information to inform their rulemaking.
On October 25, 2019, FDA released a final rule revising the type size for calorie declarations on front of pack labeling for glass-front vending machines. The 2014 rule establishing calorie labeling for products sold from vending machines had provisions that were difficult for certain products to meet. This new rule recognizes those challenges and was an attempt by the agency to provide a middle ground for the industry to meet the requirements of visible calorie labeling on small packages sold in vending machines.
On August 15, 2019, FDA announced final guidance on converting units of measure for Folate, Niacin, and Vitamins A, D and E on the nutrition and supplement facts labels. The guidance provides help to the industry in meeting the requirements of the revised nutrition facts label.
Regarding updating the “healthy” claim on food products, when this term was originally defined by the agency, saturated fat was the nutrient of focus for these claims. However, since then, there are new focuses on health, such as added sugar and calories. In September 2016, FDA sought to modernize the claim, and provided an interim policy to guide its use.
In May 2019, FDA published a draft guidance to provide enforcement discretion for the use of the term “potassium chloride salt” on ingredient statements. In addition, in April 2019, FDA provided a draft guidance for the calculation of calories from a newer sweetener, Allulose.
As you can see, there are a lot of moving parts to FDA’s effort. What will be the impact on the food industry? Changes will most likely be gradual. Over time, there will be modifications to food standards of identity, and potentially claims, and both of these will cause label revisions. And, typically, there may be enforcement discretion by FDA to allow the industry time to revise their products and /or labeling as needed.
You will see FDA requests for information from the public and the industry on various related topics to the Nutrition Innovation Strategy, and guidance documents will be updated.
As machines become more intelligent, every industry on earth will find abundant new applications and ways to benefit. For the food industry, which has an incredible number of moving parts and is especially risk-averse, machine vision and machine learning are especially valuable additions to the supply chain.
The following is a look at what machine vision is, how it can play a role in manufacturing and distributing foods and beverages, and how employers can train workers to get the most out of this exciting technology.
What Is Machine Vision?
Machine vision isn’t a brand-new concept. Cameras and barcode readers with machine vision have long been capable of reading barcodes and QR codes and verifying that products have correct labels. Modern machine vision takes the concept to new levels of usefulness.
Barcodes and product identifiers have a limited set of known configurations, which makes it relatively straightforward to program an automated inspection station to recognize, sort or reject products as necessary. Instead, true machine vision means handlers don’t have to account for every potential eventuality. Machine vision instead learns over time, based on known parameters, to differentiate between degrees of product damage.
Consider the problem of appraising an apple for its salability. Is it bruised or discolored? Machine vision recognizes that no two bruises look precisely alike. There’s also the matter of identifying different degrees of packaging damage. To tackle these problems, it’s not possible to program machine vision to recognize a fixed set of visual clues. Instead, its programming must interpret its surroundings and make a judgment about what it sees.
On an apple, no two bruises are alike. Machine vision technology can help. Photo credit: Pexels.
The neural networks that power machine vision have a wide range of applications, including improving pathfinding abilities for robots. In this article, I’ll focus on how to leverage machine vision to improve the quality of edible products and the profitability of the food and beverage industry.
Applications for Machine Vision in the Food Industry
There are lots of ways to apply machine vision to a food processing environment, with new variations on the technology cropping up regularly. The following is a rundown on how different kinds of machine vision systems serve different functions in the food and beverage sector.
1. Frame Grabbing and 3-D Machine Vision
Machine vision systems require optimal lighting to carry out successful inspections. If part of the scanning environment lies in shadow, undesirable products might find their way onto shelves and into customers’ homes.
Food products sometimes have unique needs when it comes to carrying out visual inspections. It’s difficult or impossible for fallible human eyeballs to perform detailed scans of thousands of peas or nuts as they pass over a conveyor belt. 3-D machine vision offers a tool called “frame grabbing,” which takes stills of — potentially — tens of thousands of tiny, moving products at once to find flaws and perform sorting.
2. Automated Sorting for Large Product Batches
Machine vision inspection systems can easily become part of a much larger automation effort. Automation is a welcome addition to the food and beverage sector, translating into improved worker safety and efficiency and better quality control across the enterprise.
Inspection stations with machine vision cameras can scan single products or whole batches of products to detect flaws. But physically separating these products must be just as efficient a process as identifying them. For this reason, machine vision is an ideal companion to compressed air systems and others, which can carefully blow away and remove even a single grain of rice from a larger batch in preparation.
3. Near-Infrared Cameras
Machine vision takes many forms, including barcode and QR code readers. A newer technology, called near-infrared (NIR) cameras, is already substantially improving the usefulness and capabilities of machine vision.
Remember that bruised apple? Sometimes physical damage to fruits and vegetables doesn’t immediately appear on the outside. NIR technology expands the light spectrum cameras can observe, giving them the ability to detect interior damage before it shows up on the exterior. It represents a distinct advantage over previous-generation technology and human inspectors, both of which can leave flaws undiscovered.
Tips on Training Workers to Use Machine Vision
Implementing machine vision into a productive environment delivers major benefits, but it also comes with a potentially disruptive learning curve. The following are some ideas on how to navigate it.
1. Take Advantage of Third-Party Training Courses
Don’t expect employees to hit the ground running with machine vision if they’re not familiar with the fundamentals of how it works. Google has a crash course on machine learning, and Amazon offers a curriculum as well to help companies get their employees up to speed on the technology and how to use it.
2. Get the Lighting Right
Having the appropriate intensity of light shining on the food product is essential for the machine vision cameras to get a clear photo or video. The most common types of lighting for machine vision are quartz halogen, LEDs, metal halide and xenon lights. Metal halide and xenon are better for larger-scale operations because of their brightness.
Train employees to check the amount and positioning of the lighting before each inspection station starts up for the day, so that no shadows obscure products from view.
3. Single Out Promising Subject Matter Leaders
Companies today don’t seem to have much confidence in how well they’re preparing their workforce for tomorrow, including future innovations. According to Deloitte, just 47% of companies in the world believe they’re doing enough to train their employees on the technologies and opportunities of Industry 4.0.
Machine vision does not involve buying a camera or two, setting them up, then slapping the “autopilot” button. As products turn over, and manufacturing and distribution environments change and grow over time, machine vision algorithms require re-training, and you might need to redesign the lighting setup.
Employers should find individuals from their ranks who show interest and aptitude in this technology and then invest in them as subject matter experts and process owners. Even if an outside vendor is the one providing libraries of algorithms and ultimately coming up with machine vision designs, every company needs a knowledgeable liaison who can align company needs with the products on the market.
It is important to remember that neither machine learning nor machine vision are about creating hardware that thinks and sees like humans do. With the right approach, these systems can roundly outperform human employees.
But first, companies need to recognize the opportunities. Then, they must match the available products to their unsolved problems and make sure their culture supports ongoing learning and the discovery of new aptitudes. Machine vision might be superior to human eyesight, but it uses decidedly human judgments as it goes about its work.
Find records of fraud such as those discussed in this column and more in the Food Fraud Database. Image credit: Susanne Kuehne.
For more than three years, more than 100,000 pounds of giant squid from Peru was imported into the United States by a father-son duo who owned two Long Island food processing and distribution companies, and then marketed the squid as the more expensive octopus. The mislabeled seafood was worth over $1 million, and 10 grocery stores were defrauded during this time period. This kind of fraud carries steep fines and a possible five-year prison sentence.
The food and beverage sector is a huge presence in the U.S. economy. As of 2017, the industry employed 1.46 million people across 27,000 different establishments. Total food and beverage sales stand at around $1.4 trillion and add $164 billion in value to the economy as a whole.1 This presents significant opportunities and risks alike. Companies that trade in food products are held to some of the highest regulatory standards. With globalization ongoing and a higher demand than ever for variety and niche products, companies find they need to expand the mobility of their services. They must also broaden their product choices without missing a beat when it comes to quality.
Augmented reality (AR) and virtual reality (VR) have emerged as unlikely allies in that quest. These technologies are already having a positive impact on food and worker safety in the industry.
Improves New Employee Training
Onboarding and training new employees is a costly and time-consuming endeavor in any industry. Moreover, failure by companies to impart the necessary skills, and failure by employees to retain them, can have ghastly consequences. Errors on assembly lines may result in faulty products, recalls, worker and customer injuries, and worse.
The stakes in the food and beverage sector are just as high as they are in other labor- and detail-oriented industries. VR provides an entirely new kind of training experience for employees, whether they’re working on mastering their pizza cutting technique or brewing the perfect cappuccino. Other times, “getting it right” is about much more than aesthetic appeal and immediate customer satisfaction.
Animal slaughtering and processing facilities represent some of the more extreme examples of potentially dangerous workplaces in the larger food and beverage industry. Between 2011 and 2015, this U.S. sector experienced 73 fatal workplace injuries. Excepting poultry processing, 2015 saw 9,800 recordable incidents in animal processing, or 7.2 cases for every 100 full-time employees.
Some adopters of VR-based employee training claim that virtual reality yields up to an 80% retention rate one year after an employee has been trained. This compares extremely favorably to the estimated 20% retention rate of traditional training techniques.
Training via VR headset can help companies get new hires up to speed faster in a safe, detailed and immersive environment. Food processing and service are high-turnover employment sectors. The right training technology can help workers feel better prepared and more engaged with their work, potentially reducing employee churn.
Helps Eliminate Errors in Food Processing
Augmented reality is already demonstrating great promise in manufacturing, maintenance and other sectors. For instance, an AR headset can give an assembly line worker in an automotive plant detailed, step-by-step breakdowns of their task in their peripheral vision through a digital overlay.
The same goes for food and beverage manufacturing. AR headsets can superimpose a list of inspection or processing tasks for workers to follow as they prepare food items in a manufacturing or distribution facility.
In 2018, there was an estimated 382 recalls involving food products. Augmented reality alone won’t bring that number down to zero. However, it does help reduce instances of line workers and inspectors missing critical steps in processing or packaging that might result in contamination or spoilage.
Eases the Learning Curve in Food Preparation
There are lots of food products in the culinary world that are downright dangerous if they’re not prepared properly and by following specific steps. Elderberries, various species of fish, multiple root vegetables, and even cashews and kidney beans can all induce illness and even death if the right steps aren’t taken to make them fit for consumption.
In early 2019, inspectors descended on a Michelin-starred and highly respected restaurant in Valencia, Spain. The problem? A total of 30 patrons reported falling ill after eating at El País, one of whom lost her life. Everyone reported symptoms similar to food poisoning.
The common element in each case appeared to be morel mushrooms. These are considered a luxury food item, but failure to cook them properly can result in gastric problems and worse. Augmented reality could greatly reduce the likelihood of incidents like this in the future by providing ongoing guidance and reminders to new and veteran chefs alike, without taking the bulk of their attention away from work.
Brings New Efficiencies to Warehousing and Pick-and-Pack
Consumers around the globe are getting used to ordering even highly perishable foodstuffs over the internet—and there’s no putting that genie back in the bottle. Amazon’s takeover of Whole Foods is an indicator of what’s to come: Hundreds of freezer-equipped and climate-controlled warehouses located within a stone’s throw from a majority of the American population.
Ensuring smooth operations in perishable food and beverage supply chains is a major and ongoing struggle. It’s not just a practical headache for companies—it’s something of a moral imperative, too. The World Health Organization finds that around 600 million individuals worldwide fall ill each year due to foodborne illnesses.
Augmented reality won’t completely solve this problem, but it may greatly reduce a major source of potential spoilage and contamination: Inefficiencies in picking and packing operations. Order pickers equipped with AR headsets can:
Receive visual prompts to quickly find their way to designated stow locations in refrigerated warehouses after receiving refrigerated freight.
Locate pick locations more efficiently while retrieving single items or when they already have a partial order of perishable goods picked.
In both cases, the visual cues provided by AR help employees navigate warehousing locations much more quickly and efficiently. This substantially lowers the likelihood that food products are stuck in limbo in unrefrigerated areas, potentially coming into contact with noncompliant temperatures or pathogens. The FDA recognizes mispackaged and mislabeled food products as a major public health risk.
For food and beverage companies, AR should be a welcome development and a worthy investment. FSMA recognized that 48 million Americans get sick each year from compromised foods. The act required these entities to be much more proactive in drawing up prevention plans for known sources of contamination and to be more deliberate in standardizing their processes for safety’s sake.
AR and VR Boost Food, Worker and Customer Safety
Augmented and virtual reality may seem like an unusual ally in an industry where most consumers are primarily focused on the aesthetic and sensory aspects of the experience. However, there’s a whole world that lives and dies according to the speed and attention to detail of employees and decision-makers alike. Augmented realities, and entirely new ones, point the way forward.
This website uses cookies so that we can provide you with the best user experience possible. Cookie information is stored in your browser and performs functions such as recognising you when you return to our website and helping our team to understand which sections of the website you find most interesting and useful.
Strictly Necessary Cookies
Strictly Necessary Cookies should be enabled at all times so that we can save your preferences for these cookie settings.
We use tracking pixels that set your arrival time at our website, this is used as part of our anti-spam and security measures. Disabling this tracking pixel would disable some of our security measures, and is therefore considered necessary for the safe operation of the website. This tracking pixel is cleared from your system when you delete files in your history.
We also use cookies to store your preferences regarding the setting of 3rd Party Cookies.
If you visit and/or use the FST Training Calendar, cookies are used to store your search terms, and keep track of which records you have seen already. Without these cookies, the Training Calendar would not work.
If you disable this cookie, we will not be able to save your preferences. This means that every time you visit this website you will need to enable or disable cookies again.
Cookie Policy
A browser cookie is a small piece of data that is stored on your device to help websites and mobile apps remember things about you. Other technologies, including Web storage and identifiers associated with your device, may be used for similar purposes. In this policy, we say “cookies” to discuss all of these technologies.
Our Privacy Policy explains how we collect and use information from and about you when you use This website and certain other Innovative Publishing Co LLC services. This policy explains more about how we use cookies and your related choices.
How We Use Cookies
Data generated from cookies and other behavioral tracking technology is not made available to any outside parties, and is only used in the aggregate to make editorial decisions for the websites. Most browsers are initially set up to accept cookies, but you can reset your browser to refuse all cookies or to indicate when a cookie is being sent by visiting this Cookies Policy page. If your cookies are disabled in the browser, neither the tracking cookie nor the preference cookie is set, and you are in effect opted-out.
In other cases, our advertisers request to use third-party tracking to verify our ad delivery, or to remarket their products and/or services to you on other websites. You may opt-out of these tracking pixels by adjusting the Do Not Track settings in your browser, or by visiting the Network Advertising Initiative Opt Out page.
You have control over whether, how, and when cookies and other tracking technologies are installed on your devices. Although each browser is different, most browsers enable their users to access and edit their cookie preferences in their browser settings. The rejection or disabling of some cookies may impact certain features of the site or to cause some of the website’s services not to function properly.
Individuals may opt-out of 3rd Party Cookies used on IPC websites by adjusting your cookie preferences through this Cookie Preferences tool, or by setting web browser settings to refuse cookies and similar tracking mechanisms. Please note that web browsers operate using different identifiers. As such, you must adjust your settings in each web browser and for each computer or device on which you would like to opt-out on. Further, if you simply delete your cookies, you will need to remove cookies from your device after every visit to the websites. You may download a browser plugin that will help you maintain your opt-out choices by visiting www.aboutads.info/pmc. You may block cookies entirely by disabling cookie use in your browser or by setting your browser to ask for your permission before setting a cookie. Blocking cookies entirely may cause some websites to work incorrectly or less effectively.
The use of online tracking mechanisms by third parties is subject to those third parties’ own privacy policies, and not this Policy. If you prefer to prevent third parties from setting and accessing cookies on your computer, you may set your browser to block all cookies. Additionally, you may remove yourself from the targeted advertising of companies within the Network Advertising Initiative by opting out here, or of companies participating in the Digital Advertising Alliance program by opting out here.