Learn more about food fraud at the Food Labs Conference | June 2–4, 2020 | Rockville, MDThis week FDA made an announcement during a public meeting that the agency’s routine inspection to verify compliance with the FSMA Intentional Adulteration rule will start next March.
The first compliance date for the rule is this July. It is a requirement for food facilities covered under this rule to develop and implement a food defense plan that identifies vulnerabilities and the consequent mitigation plan.
FDA stated that it has received feedback on the “novel nature” of the rule’s requirements and that stakeholders want more time to develop their food defense plans. “ To allow industry time with the forthcoming materials, tools, and trainings, and because the IA rule represents new regulatory territory for all of us, we will be starting routine IA rule inspections in March 2020,” FDA stated and added that it is working on developing more resources as well as the final part of draft guidance to continue to assist industry.
On June 1, Food Safety Tech is hosting a web seminar (also penned a “virtual conference”) about food hazards in the realm of pathogens and allergens. “Food Hazards: Detection, Mitigation & Control” begins at 11 am ET, kicking off with a presentation from Mickey Parish, Ph.D., senior science advisor at CFSAN, about the agency’s policy on Listeria monocytogenes. The following is a preview of what you’ll learn during the complimentary event (that’s right, it’s free for all attendees).
Critical Elements for a Successful Pathogen Environmental Monitoring Program
Nearly every segment of the food and pet food industries are either working on implementing pathogen environmental monitoring programs (PEMPs), or are working to optimize programs already in existence. Programs are increasing in complexity with many now covering multiple environmental pathogens, hygienic facility zones and sampling zones. Regulators and customers are stepping up requirements for aggressive, science-based PEMPs. The seven most critical elements for a successful PEMP will be discussed. These elements include: management commitment, determining the need for and stringency of the program, risk evaluation, sampling plan, sampling methods, data management and corrective actions.
Allergen Detection & Control
While global market demand for free-from food products is increasing, undeclared and mislabelled allergens, sulphites and gluten, throughout the supply chain, continue to be the number one cause of consumer product recalls.
To meet the varied regulatory landscape and protect consumers, effective preventative management systems must be implemented, verified and validated. What are the challenges, risks and opportunities for manufacturers and retailers to protect their brands? This informative session will provide insights into:
Government regulations and how management systems can align with the Food Safety Modernization Act (FSMA) and the Safe Food for Canadians Act
Successful interventions and protocols to reduce the risk of gluten and allergen related recalls
Differences between Management System/ Process and Product Third-Party Certifications
Pathogen Mitigation: Sanitary Design in Facilities and Sanitation Methods
This presentation will go into detail regarding pathogen mitigation strategies for food processing facilities. The relationship between hygienic design and sanitation as they factor into pathogen mitigation will also be discussed. The presentation will then examine various sanitation methods and how they can be applied within the food industry to help eliminate and control pathogens.
Each educational session will be followed by a technology spotlight and an interactive Q&A between attendees and speakers. Don’t miss out on this event—Register here!
As the enforcement of rules, regulations and inspections get underway at food production facilities, we are faced with maintaining production rates while looking for infinitesimal pathogens and cleaning to non-detectible levels. This clearly sets demand on the plant for new and creative methods to control and mitigate pathogens pre-production, during production and post production.
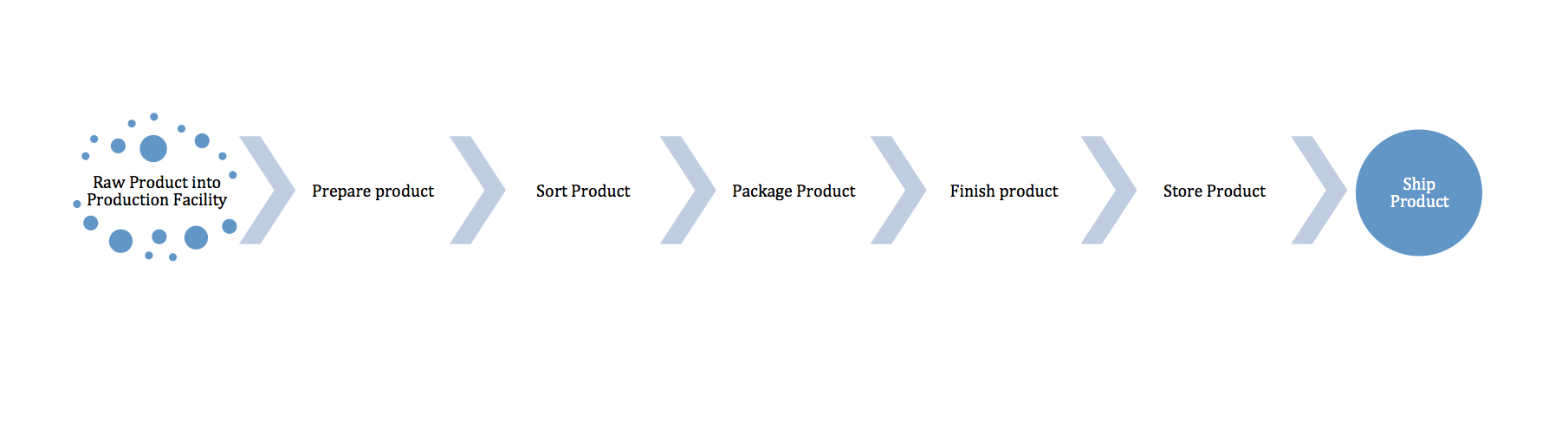
As this occurs, the term clean takes on new meaning: What is clean, and how clean is clean? Swab and plate counts are now critically important. What method is used at the plant, who is testing, what sampling procedure is used, and how do we use the results? As we look at the process from start to finish, we must keep several key questions in mind: What are harboring points in the process, and what are the touch-point considerations to the product? Let’s review the overall processing progression through the factory (see Figure 1).
Figure 1. The progression of processing of a food product through a facility.
Now consider micro pathogen contamination to the product, as we look deeper in the process for contamination or critical control points as used in successful HACCP plans. Consider contamination and how it may travel or contact food product. It is understood through study and research of both pathogens and plant operations that contamination may be introduced to the plant by the front door, back door, pallet, product, or by a person. In many cases, each of these considerations leads to uncontrolled environments that create uncontrolled measurements throughout, which lead to cleaning procedures based on time rather than science. This is certainly not to say that creating a preventive maintenance schedule based on a calendar is a bad thing. Rather, the message is to consider a deeper look at the pathogens and how they live and replicate. From the regulatory and control measures this should be a clear message of what food-to-pathogen considerations should be taken at the plant level as well as measurement methods and acceptable levels (which is not an easy answer, as each product and environment can change this answer). A good example to consider is public schools and children. Health organizations work to help the schooling system understand what immunizations children should have based on the current health risk tolerance levels. In food production, the consideration is similar in an everchanging environment. As we see contamination levels change the methods, techniques and solutions to proper food production must account for the pathogens of concern.
Contamination, Risk tolerance, Opportunity for Growth
Contamination, risk tolerance, and opportunity for growth are the considerations when looking at a plant design or a plant modification. Modification to modernization should be a top-of-mind critical quality control measure. If there are a few things we know, it is how to produce food at high rates of speed, measure and value production rates, and delays or failures can be measured by equipment and personnel performance. In the case of quality control, we must review, comprehend, and protect process risk. From a management or non-technical viewpoint, quality control can be very difficult to understand. When discussing pathogens, our concerns are not visible to the human eye—we are beyond a dirty surface, weare looking at risk tolerance based on pathogen growth in logarithmic measurement. When combining quality control and production, the measurement control and mitigation measures complement the effort. The use of quality control is expected and should coordinate with production to ensure the product is produced at the expected quality level.
More effective environmental monitoring and improved sanitation practices, along with databases such as PulseNet, are helping the industry find Listeria contamination. However, once detected, many processing facilities have difficulty removing the bacteria.
Next month Food Safety Tech is holding a Listeria Detection & Control Workshop to educate food industry professionals about how to integrate prevention and mitigation procedures into existing sanitation, operation and testing programs. The two-day workshop, which takes place May 31 – June 1 in St. Paul, MN, will cover the basics of controlling Listeria, along with the following topics:
Detecting and penetrating biofilm
How to build an effective environmental testing program
Producing reliable testing to detect and control Listeria
Sanitation departmental role in prevention, control and mitigation
Building a master sanitation schedule
Innovative Listeria mitigation programs
Gaps in proactive food safety programs
Hygienic equipment design
Industry speakers include:
John Besser, Ph.D., deputy chief, enteric disease laboratory branch, CDC
Gina (Nicholson) Kramer, Savour Food Safety International
Dominique Blackman, Realzyme
Janet Buffer, The Kroger Company
Ken Davenport, Ph.D., 3M Food Safety
Bert de Vegt, Micreos Food Safety
Joellen Feirtag, Ph.D., University of Minnesota
Melinda Hayman, Ph.D., GMA
Sanja Illic, Ph.D., Ohio State University
Paul Lorcheim, ClorDiSys Solutions
Douglas Marshal, Ph.D., Eurofins Scientific
Jeff Mitchell, Chemstar
Megan Murn, Microbiologics
Robin Peterson, Micreos
Errol Raghubeer, Ph.D., Avure Technologies
The event takes place at the 3M Innovation Center in St. Paul, Minnesota. Workshop hours are Tuesday, May 31 from 11:00 am–6:00 pm and Wednesday, June 1 from 8:30 am–5:00 pm. For more information, visit the Listeria Detection & Control Workshop event website.
By Gina R. Nicholson-Kramer, Jeff Mitchell No Comments
Listeria: It has been in the news and in our food throughout the past year. It has cost companies millions of dollars in recalls, shutdowns and mitigation; it has cost the government thousands of dollars in outbreak investigation, inspection and follow-up; and it has cost millions of dollars in medical bills for victims and for some, it has cost their lives.
I have asked Jeff Mitchell, vice president of food safety at Chemstar, to share his knowledge about Listeria mitigation and control, and to talk about the research that supports the innovative program that Chemstar uses with its customers.
Listeria Mitigation & Control Program
By Jeff Mitchell
Jeff Mitchell, Vice President of Food Safety, Chemstar
Thus far this year there have been several recalls of ready-to-eat (RTE) foods due to contamination with Listeria monocytogenes. Efforts to prevent contamination of food products with Listeria monocytogenes must be conducted at all levels of production. This is a difficult task given the fact that the bacteria is so widespread in the environment. Focusing efforts in your process where contamination risk is of greatest concern to the consumer is important. There is solid evidence that commercially prepared foods that have been contaminated with Listeria monocytogenes has occurred after the food product has been subjected to an initial lethality treatment. The product may be exposed in this area as a result of slicing, peeling, packing, re-bagging, cooling, or other procedures that may expose the product to potential contamination.
Listeria monocytogenes survives extremely well in food processing and retail food preparation environments. It may be introduced into your facility through a variety of routes, including:
Raw materials
Employees’ shoes or clothes
Equipment (boxes, crates, carts)
Controlling traffic flow into critical areas of the process can help reduce the chances of introducing and spreading the organism.
Once Listeria is introduced into the nonsterile environment, retail and factory conditions that promote its growth increase the risk of post-processing contamination. Several factors, including moisture, nutrients, temperature, competitive microflora and pH, affect the growth of Listeria in the food preparation and processing environment. Moisture is the most crucial factor, as it is essential for microbial growth and is the most easily controlled of the factors.
Listeria tends to form a biofilm to enhance its survival when resident populations become established in the food prep/processing environment. The resident populations that are referred to as “persistent” are not easily eliminated by general cleaning and sanitizing procedures. Biofilm penetration is necessary for removal and inactivation of Listeria. The correct blend of chemical, contact time and agitation will aid in the removal. This combination dissolves the biofilm and the organic material to which it adheres, allowing the sanitizer to inactivate the released, sensitive cells.
To learn more about Listeria from Gina and Jeff, check out their archived webinar with Food Safety Tech, Preventing Listeria Contamination: A Practical Guide to Food Safety ControlsBiofilm removal is important, because persistent L. monocytogenes can be dispersed from a biofilm into the environment and onto food processing equipment, and non-food contact and food-contact surfaces. Passive dispersal of Listeria can occur by aerosolization from high-pressure hoses or brushing; once aerosolized, Listeria can contaminate other growth niches in the food handling/processing area, eventually contaminating food contact surfaces and food. Another form of passive dispersal is the movement of processing equipment. If a biofilm is present, cells can be released by the movement or vibration of the equipment.
Inactivation of L. monocytogenes in biofilms is an important part of a Listeria control program. Understanding this face prompted our team to perform research with the University of Georgia using a mixed culture biofilm formed by Pseudomonas putida and L. monocytogenes to evaluate the ability of Chemstar’s foaming sanitizer to inactivate L. monocytogenes present in biofilms under realistic use conditions. The results revealed that it provides for a greater than four-log reduction.1
Identifying Listeria in the environment and eliminating the resident populations can reduce the risk of secondary contamination. Once these procedures are established, employee training and environmental monitoring are vital. An effective Listeria control program requires that employees understand their role in mitigating the spread of Listeria, and management must relay those expectations. Control strategies are not likely to be effective if employees won’t cooperate, or don’t understand what they are expected to do, or why it is important, and that expected procedures or behavior will be monitored.
Reference
Frank, J. and Mitchell, J. (December 3, 2010). Evaluation of Chemstar foaming sanitizer for inactivating Listeria monocytogene in floor drain biofilms.
Join us for the Listeria Mitigation and Control Workshop at the Food Safety Consortium in Schaumburg, IL on November 17, 2015. Learn about the Five Key Elements in building an effective Listeria Control Program:
Specific Sanitation Controls for Listeria
Training of Personnel (they need to understand their role in the program)
Traffic Control
Targeted Environmental Monitoring and Testing
Control Water Introduced into the Process Environment
The workshop will be a hands-on approach to learning about Listeria and practical solutions to take back and implement into your company’s sanitation program.
This website uses cookies so that we can provide you with the best user experience possible. Cookie information is stored in your browser and performs functions such as recognising you when you return to our website and helping our team to understand which sections of the website you find most interesting and useful.
Strictly Necessary Cookies
Strictly Necessary Cookies should be enabled at all times so that we can save your preferences for these cookie settings.
We use tracking pixels that set your arrival time at our website, this is used as part of our anti-spam and security measures. Disabling this tracking pixel would disable some of our security measures, and is therefore considered necessary for the safe operation of the website. This tracking pixel is cleared from your system when you delete files in your history.
We also use cookies to store your preferences regarding the setting of 3rd Party Cookies.
If you visit and/or use the FST Training Calendar, cookies are used to store your search terms, and keep track of which records you have seen already. Without these cookies, the Training Calendar would not work.
If you disable this cookie, we will not be able to save your preferences. This means that every time you visit this website you will need to enable or disable cookies again.
Cookie Policy
A browser cookie is a small piece of data that is stored on your device to help websites and mobile apps remember things about you. Other technologies, including Web storage and identifiers associated with your device, may be used for similar purposes. In this policy, we say “cookies” to discuss all of these technologies.
Our Privacy Policy explains how we collect and use information from and about you when you use This website and certain other Innovative Publishing Co LLC services. This policy explains more about how we use cookies and your related choices.
How We Use Cookies
Data generated from cookies and other behavioral tracking technology is not made available to any outside parties, and is only used in the aggregate to make editorial decisions for the websites. Most browsers are initially set up to accept cookies, but you can reset your browser to refuse all cookies or to indicate when a cookie is being sent by visiting this Cookies Policy page. If your cookies are disabled in the browser, neither the tracking cookie nor the preference cookie is set, and you are in effect opted-out.
In other cases, our advertisers request to use third-party tracking to verify our ad delivery, or to remarket their products and/or services to you on other websites. You may opt-out of these tracking pixels by adjusting the Do Not Track settings in your browser, or by visiting the Network Advertising Initiative Opt Out page.
You have control over whether, how, and when cookies and other tracking technologies are installed on your devices. Although each browser is different, most browsers enable their users to access and edit their cookie preferences in their browser settings. The rejection or disabling of some cookies may impact certain features of the site or to cause some of the website’s services not to function properly.
Individuals may opt-out of 3rd Party Cookies used on IPC websites by adjusting your cookie preferences through this Cookie Preferences tool, or by setting web browser settings to refuse cookies and similar tracking mechanisms. Please note that web browsers operate using different identifiers. As such, you must adjust your settings in each web browser and for each computer or device on which you would like to opt-out on. Further, if you simply delete your cookies, you will need to remove cookies from your device after every visit to the websites. You may download a browser plugin that will help you maintain your opt-out choices by visiting www.aboutads.info/pmc. You may block cookies entirely by disabling cookie use in your browser or by setting your browser to ask for your permission before setting a cookie. Blocking cookies entirely may cause some websites to work incorrectly or less effectively.
The use of online tracking mechanisms by third parties is subject to those third parties’ own privacy policies, and not this Policy. If you prefer to prevent third parties from setting and accessing cookies on your computer, you may set your browser to block all cookies. Additionally, you may remove yourself from the targeted advertising of companies within the Network Advertising Initiative by opting out here, or of companies participating in the Digital Advertising Alliance program by opting out here.