By Gina R. Nicholson-Kramer, Jeff Mitchell No Comments
Listeria: It has been in the news and in our food throughout the past year. It has cost companies millions of dollars in recalls, shutdowns and mitigation; it has cost the government thousands of dollars in outbreak investigation, inspection and follow-up; and it has cost millions of dollars in medical bills for victims and for some, it has cost their lives.
I have asked Jeff Mitchell, vice president of food safety at Chemstar, to share his knowledge about Listeria mitigation and control, and to talk about the research that supports the innovative program that Chemstar uses with its customers.
Listeria Mitigation & Control Program
By Jeff Mitchell
Jeff Mitchell, Vice President of Food Safety, Chemstar
Thus far this year there have been several recalls of ready-to-eat (RTE) foods due to contamination with Listeria monocytogenes. Efforts to prevent contamination of food products with Listeria monocytogenes must be conducted at all levels of production. This is a difficult task given the fact that the bacteria is so widespread in the environment. Focusing efforts in your process where contamination risk is of greatest concern to the consumer is important. There is solid evidence that commercially prepared foods that have been contaminated with Listeria monocytogenes has occurred after the food product has been subjected to an initial lethality treatment. The product may be exposed in this area as a result of slicing, peeling, packing, re-bagging, cooling, or other procedures that may expose the product to potential contamination.
Listeria monocytogenes survives extremely well in food processing and retail food preparation environments. It may be introduced into your facility through a variety of routes, including:
Raw materials
Employees’ shoes or clothes
Equipment (boxes, crates, carts)
Controlling traffic flow into critical areas of the process can help reduce the chances of introducing and spreading the organism.
Once Listeria is introduced into the nonsterile environment, retail and factory conditions that promote its growth increase the risk of post-processing contamination. Several factors, including moisture, nutrients, temperature, competitive microflora and pH, affect the growth of Listeria in the food preparation and processing environment. Moisture is the most crucial factor, as it is essential for microbial growth and is the most easily controlled of the factors.
Listeria tends to form a biofilm to enhance its survival when resident populations become established in the food prep/processing environment. The resident populations that are referred to as “persistent” are not easily eliminated by general cleaning and sanitizing procedures. Biofilm penetration is necessary for removal and inactivation of Listeria. The correct blend of chemical, contact time and agitation will aid in the removal. This combination dissolves the biofilm and the organic material to which it adheres, allowing the sanitizer to inactivate the released, sensitive cells.
To learn more about Listeria from Gina and Jeff, check out their archived webinar with Food Safety Tech, Preventing Listeria Contamination: A Practical Guide to Food Safety ControlsBiofilm removal is important, because persistent L. monocytogenes can be dispersed from a biofilm into the environment and onto food processing equipment, and non-food contact and food-contact surfaces. Passive dispersal of Listeria can occur by aerosolization from high-pressure hoses or brushing; once aerosolized, Listeria can contaminate other growth niches in the food handling/processing area, eventually contaminating food contact surfaces and food. Another form of passive dispersal is the movement of processing equipment. If a biofilm is present, cells can be released by the movement or vibration of the equipment.
Inactivation of L. monocytogenes in biofilms is an important part of a Listeria control program. Understanding this face prompted our team to perform research with the University of Georgia using a mixed culture biofilm formed by Pseudomonas putida and L. monocytogenes to evaluate the ability of Chemstar’s foaming sanitizer to inactivate L. monocytogenes present in biofilms under realistic use conditions. The results revealed that it provides for a greater than four-log reduction.1
Identifying Listeria in the environment and eliminating the resident populations can reduce the risk of secondary contamination. Once these procedures are established, employee training and environmental monitoring are vital. An effective Listeria control program requires that employees understand their role in mitigating the spread of Listeria, and management must relay those expectations. Control strategies are not likely to be effective if employees won’t cooperate, or don’t understand what they are expected to do, or why it is important, and that expected procedures or behavior will be monitored.
Reference
Frank, J. and Mitchell, J. (December 3, 2010). Evaluation of Chemstar foaming sanitizer for inactivating Listeria monocytogene in floor drain biofilms.
Join us for the Listeria Mitigation and Control Workshop at the Food Safety Consortium in Schaumburg, IL on November 17, 2015. Learn about the Five Key Elements in building an effective Listeria Control Program:
Specific Sanitation Controls for Listeria
Training of Personnel (they need to understand their role in the program)
Traffic Control
Targeted Environmental Monitoring and Testing
Control Water Introduced into the Process Environment
The workshop will be a hands-on approach to learning about Listeria and practical solutions to take back and implement into your company’s sanitation program.
Mycotoxins are produced as secondary metabolites by various mold species during the growth and harvest of grains, fruits, nuts and condiments. Their production is directly related to the dry/wet weather conditions during the growing season. Mycotoxins are very stable compounds and are not easily removed during storage, processing and preparation of raw agricultural commodities.
Mycotoxins can be found in a variety of grains.
Different classes of mycotoxins are distinguished on the basis of the structural similarity and originating mold species. For example, more than a dozen different aflatoxin compounds exist but only five of them are routinely tested (aflatoxins B1, B2, G1, G2, and M1). Aflatoxin B1 is of particular interest because it is listed as a Group 1 Carcinogen by the International Agency for Research on Cancer (IARC). Aflatoxin M1 is a metabolic product that can be present in milk upon ingestion of aflatoxin B1 by an animal. Aflatoxins are ubiquitous in important agricultural commodities including maize and peanuts, and are among the most studied mycotoxins.
Deoxynivalenol (DON) is produced by a different fungi species. It is prevalent in cereal crops grown under wet conditions and temperatures above 15o C (60o F). Chronic exposure of livestock to DON may result in slowed growth, impaired immune function and reduced rates of reproduction, particularly in non-ruminants.
Mycotoxins were discovered as the cause of poisoning outbreaks in both humans and farm animals in the mid-20th century. Since then, multiple government regulations were established to control the presence of these toxic compounds in food and feeds. For example, harvested grains are checked for mycotoxin contamination using rapid field screening methods prior to grain deposition into silos. If contamination is found, the crops are sent to an analytical laboratory to perform the confirmation analysis. Liquid chromatographic methods were often used for such analysis with both fluorescence and UV detection. In recent years, mass spectrometry has been employed as a detection method.
Sample Preparation for Laboratory Mycotoxin Analysis
When performing analysis, it is important to choose the right sample preparation method to ensure accuracy, sensitivity of detection, repeatability and robustness, as well as fast sample preparation for high throughput. During laboratory analysis of mycotoxins, the sample preparation procedure typically includes extraction, purification and concentration steps.
Extraction of mycotoxins from samples is conducted by mixing the ground sample with the mixture of organic solvent and water, such as acetonitrile:water (80:20). Using methanol is not recommended, because it does not provide complete extraction. Prior to cleanup, the sample is filtered. Historically, mycotoxin analysis required extensive extract cleanup to minimize interference by matrix components. This holds true as new regulations continue to require lower detection limits.
Cleanup methodologies often include the use of phase extraction (SPE). Of the different types of SPE, one of the most common is the use of immunoaffinity sorbents that result in the selective retention and cleanup of mycotoxins. The drawback to using the immunoaffinity sorbents in the lab is that they are not compatible with the mycotoxin extraction solvent. In order to load the extract into the immunoaffinity SPE tube, the extract must be diluted with water, sometimes 20-fold, to prevent precipitation or folding of the protein-based antibodies by exposure to organic solvent. This presents an additional sample preparation challenge, as the grain extracts tend to form precipitates upon the addition of water and can clog the SPE columns. Thus, apart from the high cost of immunoaffinity SPE columns, the methods tend to be labor and timeintensive.
Super Tox is a line of SPE cartridges for mycotoxin families that eliminates extra sample prep steps.
It would be beneficial to a laboratory to eliminate these extra sample preparation steps required by immunoaffinity SPE. Such cleanup SPE procedures are available and can be applied directly to the mycotoxin extracts without the need for further dilution, filtration and evaporation. A line of SPE cartridges for different mycotoxin families was recently introduced to the market. These SPE cartridges are compatible with the extracts generated during mycotoxin extractions and can be stored at room temperature. The tubes can also be used for cleanup of multiple classes of mycotoxins.
Analysis of Aflatoxins and Zearalenone
SPE cartridges are available for aflatoxins and zearalenone.
The following results employed SPE cartridges for mycotoxins that can be used for two aflatoxin classes, aflatoxins and zearalenone, and were applied to the cleanup of grain and peanut extracts. Results were compared to cleanup using immunoaffinity columns.
AflaZea SPE cartridges are based on the “interference removal” strategy that requires fewer processing steps compared to the “bind-and-elute” strategy of the other SPE. Peanut extracts contain not only co-extracted protein and complex carbohydrates but also fat. This extract was successfully cleaned using AflaZea SPE. When the SPE tube and a leading IAC column were applied to the peanut extract, both methods demonstrated good recoveries for spiked aflatoxins B1, B2, G1, G2 with AflaZea recovery values of 101–108% and immunoaffinity recovery values of 79–100%. However, the AflaZea provided better reproducibility for detection with a relative standard deviation (RSD) of 2–4% RSD versus 10–25% RSD with immunoaffinity SPE. This is likely because sample preparation using AflaZea is less tedious and takes one tenth of the time compared to immunoaffinity SPE.
Analysis of Deoxynivalenol
Wheat samples can be analyzed for deoxynivalenol using a new SPE cartridge.
The following compares a new SPE cartridge for the analysis of DON, one of the Fusarium mycotoxins, with immunoaffinity SPE. Analysis of DON often is conducted using liquid chromatography (LC) with UV detection, so sample cleanliness is important to permit the separation of the DON peak from background interferences. The new SPE DON cartridge was compared to the immunoaffinity SPE for the cleanup and analysis of wheat samples. Clean chromatography and good recovery of spiked DON was obtained by both methods (86–97% RSD). However, clogging of the filters by the immunoaffinity SPE sample was observed during cleanup and complicated the sample preparation procedure. The SPE DON cartridge provided faster sample preparation.
Analysis of Patulin
Patulin is a mycotoxin commonly found in rotting apples.
Another SPE technology for mycotoxin analysis is based on molecularly imprinted polymers (MIPs), which are sometimes called “chemical antibodies” and mimic the performance of immunoaffinity sorbents. MIPs have binding sites that conform to the shape and functionality of specific compounds or compound classes. Strong binding of the analyte to the MIP makes it possible to perform intensive SPE washes that lead to very clean samples. Unlike immunoaffinity sorbents, MIPs are compatible with organic solvents and strong acids and bases.
Foods containing apples and similar fruits are required to be tested for patulin toxin, as they are the most common source for patulin exposure in humans. The MIP SPE procedure for patulin is faster than other SPE or liquid-liquid extraction methods and provides selective retention and superior cleanup. It is a robust method for analyzing apple juice and apple puree with HPLC-UV detection. After cleanup, patulin is quantified in apple puree at 10 ppb levels, which meet most regulatory requirements. The MIP SPE cleanup method eliminated 5-(hydroxymethyl)furfural (HMF) from the matrix, which sometimes appears as an interfering chromatographic peak when other sample prep methods are used. An SPE wash using sodium bicarbonate removed the interfering organic acids, while patulin was stabilized during elution at the end of the SPE procedure by using acidified solvent. Thus, most problems encountered during patulin analysis were resolved during this single SPE procedure.
Conclusion
As government regulations and consumer demand warrant cleaner, non-contaminated products, mycotoxin analysis will continue to be performed around the world. Careful selection of sample preparation methods is required for such analysis to achieve accurate testing results, best method performance and high laboratory throughput. Although many sample preparation methods exist, laboratories should choose the methods that not only provide adequately prepared samples, but also result in time and cost savings. The SPE technologies discussed in this article are sample preparation techniques that provide the required analytical sensitivity without capital expenditure into higher-end LC-MS equipment; the LC-UV and LC-FL methods can still be used. In addition, these SPE methods are simple, more robust, and less-time consuming compared to other SPE methods or liquid-liquid extraction.
Based on prevalent blog posts and advocacy organizations claiming benefits for raw milk consumption (ranging from alleviating lactose intolerance to treating cancer) and the fact that milk in general has become a growing staple of the American diet, one would surmise that non-pasteurized or homogenized milk is the biggest thing to hit the kitchen since the sliced bread you might pair with it.
However, in reality, it is estimated that less than 1% of U.S. milk production is consumed raw. 1,6,8 Government agencies, in fact, advise against its consumption.2 Yet despite its supporters, raw milk continues to be a topic of heated debate on news channels and social media.
Outbreaks associated with raw milk consumption are disproportionally more common in a per-pound-consumed basis compared to outbreaks associated with pasteurized milk.6 During the period between 1993 and 2006, 121 outbreaks were traced back to dairy products. From those cases, raw dairy products were responsible for 73 outbreaks, 1,575 ill individuals, 202 hospitalizations, and two deaths. Comparatively, pasteurized products were responsible for 48 outbreaks, 2,842 ill individuals, 37 hospitalizations, and one death. In a per-pound-consumed basis, raw milk products were responsible for at least 100 times more outbreaks, ill persons, hospitalizations and deaths than the pasteurized products.
Advocates of raw milk, who believe that conventional processing used in pasteurized milk (heat treatment, homogenization, etc.) impedes the health benefits stated above, suggest that good practices alone can guarantee a safe supply of raw milk. Certainly, due to the lack of a heat treatment, raw milk safety relies exclusively on proper production, transportation and storage practices. These practices are now part of a well-established set of standard operating procedures that yield high-quality milk. In the United States, the Grade A Pasteurized Milk Ordinance (PMO), published by the Food and Drug Administration, defines minimum sanitary conditions for which milk is acceptable for fluid consumption, and most dairy farms today produce milk with total bacterial counts significantly below the 10,000 colony forming units per milliliter (CFU/ml) minimum standard.7,9 In fact, under excellent management and milking conditions the counts can reach levels below 1,000 CFU/ml.7
Based on these numbers, the United States probably has one of the safest and highest quality milk supplies in the world. However, even under these regulated farming, milking, storing and transporting conditions, human pathogens have often been detected from milking facilities around the country in several independent studies.7 L. monocytogenes has been found in up to 12.6% of milking facilities, and its infection can be fatal. Salmonella spp., which has shown 6.1% prevalence in milking facilities, can produce severe gastrointestinal distress and death. Pathogenic E. coli infection is able to produce permanent kidney damage and death. This pathogen has been found in up to 4% of surveyed dairy farms.
The fact is that milk, as a nutritious and close-to-neutral pH food, is a good medium for the growth of these and other pathogens, and some pathogens (i.e., L. monocytogenes) are capable of growing at the refrigerated temperatures in which milk is stored.5 An additional and extremely important factor is that it only takes a few cells—sometimes as low as 10, according to estimates—to cause an infection.5
Microbial Testing: Not all Tests and Samples are Alike
Some believe that successful microbial testing of raw milk render it as safe to consume. Although testing is a powerful tool for food safety, producers and consumers should know that it is highly dependent on the quality of the sample taken and the information that the particular microbial test can provide.
Coliform testing serves as a good example. Commonly used to assess the level of potential fecal contamination in a sample, this microbial test is performed by using a selective medium that inhibits the growth of many microorganisms and allows the growth of other organisms, namely those found in the intestinal tract of warm-blooded animals like cattle and humans, at a defined temperature.4 Therefore, although the levels of these organisms give an indication of the sanitary conditions in which the milk was produced, there are still many pathogens that will be overlooked by a coliform test, as they will not grow under the conditions described.
In addition, end-product testing for pathogens provides a limited amount of information since very low levels could be present, and the contamination might not be homogeneous. Testing is only valuable as part of an integral food safety strategy that has been validated to reduce the risk of pathogens under the conditions that the milk is produced. Otherwise, tests results have little to no value.
Petrifilm Plate Use on Milk Samples
In recent months, some advocacy organizations have claimed that raw milk is safe to consume after being successfully tested on Petrifilm Plates, a testing technology that has become a staple within the food industry, including dairy processing, for more than 30 years. It has long been recognized as an official method by the AOAC International Official Methods of Analysis.
Petrifilm Plate technology is available for several tests that can assess the quality and safety of milk as well as the environment in which it was produced. However, it is important to understand that any given test provides limited information regarding the type of organisms in the sample. Therefore, multiple indicator tests must be used to more fully characterize the microorganisms present. It is also critical to keep in mind that no test can substitute good production practices and that, statistically speaking, outbreaks associated with raw milk have been much greater than pasteurized milk.
Environmental testing is arguably more important than end-product testing, as the environment is often the source of contamination. A quality and safety program should include a strong environmental sampling component. Environmental samples can be collected using a sponge for large surfaces or swab for hard-to-reach areas. Collected samples can then be “plated” to the aerobic count plate (a 48-hour test) or rapid aerobic count plate (a 24-hour test) to conduct a standard plate count, also known as aerobic plate count, which gives a general indication of the microbial load in a product or environment. The test is conducted in non-selective medium that allows the growth of a wide range of bacteria that can then be visualized and enumerated (counted). Therefore, it provides an initial gauge of the sanitary conditions of the food product and the environment in which it is produced. The results can be reported as CFU per unit of volume (milliliter, ml), weight (gram, g) or surface (square centimeter, cm2) depending on the type of sample tested. In the United States, Grade A milk must have a microbial load less than 100,000 CFU/ml for raw and must be below 20,000 CFU/ml after pasteurization. In addition, the PMO also includes specifications for bacterial loads of single-service containers and closures.
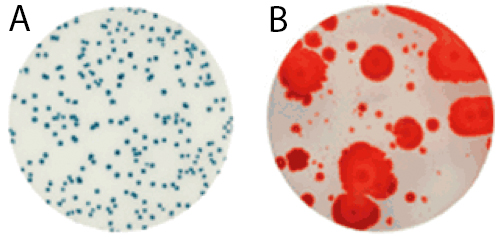
Figure 1. Raw milk sample plated onto A) 3M Petrifilm Rapid Aerobic Count incubated for 24 hours and B) Standard Methods Agar incubated at 48 hours.
For raw milk, the time to results and the ease of reading makes the Petrifilm Rapid Aerobic Count Plate an ideal testing tool. Launched in early 2015, it harbors a dual-sensing indicator technology that yields blue/green and red colonies to facilitate enumeration. In addition, this plate was engineered with technology that resists distortion often caused by spreader colonies (see Figure 1).
Coliform Counts Too
Visualizing the microorganisms identified with the standard plate count is not enough. More testing is needed to suggest the presence of fecal contamination. The term “fecal coliforms” is used to describe a sub-group of coliforms such as E. coli and Klebsiella spp that are differentiated by their ability to ferment lactose at high temperatures.3 Enumeration of E. coli is arguably the best routine indicator of fecal contamination. E. coli is rarely found growing in environments outside the intestine, although they are able to survive, and their enumeration is relatively simple and rapid. While the PMO has no coliform standard for raw milk, it states that the coliform count in pasteurized milk should not exceed 10 CFU/ml.
The Importance of a Comprehensive Safety and Quality Strategy
As discussion of raw milk expands and is promoted by several groups, the safety of the product becomes a more generalized issue. Similar to other ready-to-eat products, safe raw milk consumption depends on integrated systems that assess, monitor, validate and verify the process and environment in which processing, storing and distributing occurs. Yet unlike other ready-to-eat products, or pasteurized milk for that matter, raw milk lacks any intervention to reduce the microbial load present. Therefore, monitoring of this microbial load in product and environment is an important aspect of quality and safety.
However, it is important to understand that any kind of microbial testing is only significant when it is part of an integral, comprehensive safety and quality strategy. Test results alone cannot replace good practices or interventions designed to reduce microbial loads to acceptable levels were the occurrence of foodborne pathogens is less likely.
References
Centers for Disease Control and Prevention. (2007). Foodborne Active Surveillance Network (FoodNet) Population Survey Atlas of Exposures, 2006-2007. Atlanta: U.S. Department of Health and Human Services, Centers for Disease Control and Prevention.
Center for Disease Control and Prevention. “Raw Milk Questions and Answers”. Accessed March 2015. Retrieved from: http://www.cdc.gov/foodsafety/rawmilk/raw-milk-questions-and-answers.html.
Eijkman, C. (1904). Die garungsprobe bei 46° als hilfsmittel bei der trinkwasseruntersuchung. Zentr. Bakteriol. Parasitenk. Abt. I. Orig. 37:742.
Feng, P., Weagant, S.D., Grant, M.A., Burkhardt, W. (1998). Bacteriological Analytical Manual, 8th Edition, Revision A. Chapter 4 BAM: Enumeration of Escherichia coli and the Coliform Bacteria. Accessed March 2015. Retrieved from: http://www.fda.gov/Food/FoodScienceResearch/LaboratoryMethods/ucm064948.htm.
Food and Drug Administration. (2012). Bad Bug Book, Foodborne Pathogenic Microorganisms and Natural Toxins.
Langer, A.J., Ayers, T., Grass, J., Lynch, M., Angulo, F.J., Mahon, B.E. (2012). Nonpasteurized dairy products, disease outbreaks, and state laws—United States, 1993–2006. Emerg Infect Dis. 18(3):385–391.
Oliver, S.P., Boor, K.J., Murphy, S.C., Murinda, S.E. (2009). Food safety hazards associated with consumption of raw milk. Foodborne Pathog Dis. 6:793-806.
U.S. Department of Agriculture. “Milk production”. Accessed March 2015. Retrieved from: www.nass.usda.gov.
U.S. Department of Health and Human Services, Public Health Service, Food and Drug Administration. Grade ‘‘A’’ Pasteurized Milk Ordinance, 2009 Revision.
Norovirus is the number one cause of foodborne disease outbreaks worldwide. It makes people sick causing nausea, stomach cramping, vomiting and diarrhea or “stomach flu” and leads to a lot of discomfort and even death, especially in vulnerable populations like children and the elderly. Elevated risk of infection is associated with certain foods that are served raw, like fruits and vegetables, contaminated ready-to-eat (RTE) foods, or improperly cooked Oysters from contaminated waters. According to the CDC, Norovirus is the leading cause of illness and outbreaks from contaminated foods in the United States, especially in retail foodservice settings like restaurants.
Some of the potential sources of Norovirus outbreaks in retail foodservice are as follows:
Infected food handlers
Infected non-food workers and guests
Bare hands contact with RTE foods
Contamination of food deliveries at source
Improper cleaning and disposal of body fluids
Training gap on sanitizer and disinfectant use
Aerosolized vomitus around food and people
Contaminated food contact and non-food contact surfaces
Improper hand washing by food handlers
Cross contamination from restrooms
Cross contamination from high touch points in the back of the house
It is apparent from the statistics that Norovirus constitutes a major hazard to the retail foodservice industry. The good news, however, is that there are a lot of cost-effective strategies that can be implemented in a proactive manner to reduce its spread and impact on businesses, protect customers and the bottom line. Some of these preventive measures will be discussed here and in next week’s blog post.
Proper Hand Washing by Foodservice Workers
Proper hand washing is the most cost-effective method for preventing cross-contaminations including Norovirus in a retail foodservice environment. Hand wash sinks should be appropriately located to encourage compliance by both foodservice workers and guests. For example; the food code requires handling dry clean dishes with clean hands during the dish washing process. Thus, it makes a lot sense to install a hand wash sink in close proximity to an automated dishwasher. This will enhance hand washing compliance by Team Members before handling and stacking dry clean dishes. Adequate soap and hand sanitizers should be provided at all hand washing stations including restrooms. Whereas the use of hand sanitizers is not a replacement for proper hand washing with soap, there is evidence that hand sanitizers are effective against Norovirus. Proper hand washing remains the preferred option however, since the use of soap can indeed get rid of other cross contaminating organic matter and dirt. Incentive programs may be used to encourage frequent and proper hand washing by foodservice workers. More resources may be found at handwashingforlife.com to help foodservice establishments update their hand washing culture.
While enforcing proper hand washing among foodservice employees is desirable, it is also advisable to encourage hand washing among guests. Norovirus can be transmitted by infected guests to the foodservice establishment especially in buffet style restaurants where guests come in very close proximity with RTE foods. Facility design that encourages hand washing by guests was elegantly captured by the Florida based PDQ restaurant chain that installed a hand wash sink in their main dining room with a strong brand statement that “quality and clean go hand in hand”. The strategic location of a hand wash sink encourages hand washing by guests, especially among children in the full view of their parents, and with less cross contaminating contact surfaces as found in the restrooms.
Restroom Cleaning and Sanitation
Color coded cleaning and sanitizing tools are recommended for restrooms to prevent cross contamination. Tools will be dedicated for use in restrooms only and stored in a dedicated storage or closet to avoid accidental use in other areas of the foodservice establishment. The restroom can be the most important part of the restaurant with opportunities to prevent infections. Guests may also use the cleanliness of the restroom as a measure of food safety commitment by the retail food establishment (see my previous blog on “Clean Matters”). Thus, extra efforts are required to maintain and keep restrooms in a clean and sanitary condition all the time. Use of disinfectant grade chemicals for disinfecting restrooms, body fluids clean-up and high touch point areas is recommended. The alternative of preparing high concentration sanitizers is laborious and prone to mistakes by foodservice workers. In addition, such high concentrated sanitizers like 1000 – 5000 ppm chlorine-based sanitizer can be a safety concern to employees when used without PPEs. Frequent cleaning, disinfecting and replenishing of hand soap and sanitizers in the restroom are effective measures against restroom infections and cross contaminations including Norovirus.
Stay tuned for more preventative measures to be discussed in next week’s blog post…
The management of Food Safety and Quality Assurance (FSQA) system is a key business function that plays a very important role in the sustenance of the food industry. Its primary objective is to produce and serve safe quality food to consumers, through compliance with all relevant Federal, State and Local regulatory laws. It assists in the reduction of food wastage or food spoilage, and thus has a strong impact on the bottom line. Proper management of the FSQA system protects business brands, ensuring that they don’t become part of the gloomy statistics on foodborne disease outbreaks and damaging recalls. In all cases, the protection of the entire public health remains sacrosanct, and in fact, closely aligns with the primary business objective of getting a reasonable return-on-investment. Inevitably, businesses rely on a timely and cost-effective project management to ensure that their FSQA system remains relevant and sustainable for a continuous business growth.
Potential sources of new FSQA projects
Projects intended for the improvement of an FSQA system may be identified and initiated based on input from the following sources:
Regulatory compliance with applicable Federal, State and Local laws;
Voice of customers through complaints obtained by customer calls;
Technology-driven continuous improvement to upgrade to a smarter method, process, equipment or service;
Voice of business franchise operators, owners, managers and team members aimed at improving operational efficiency; and
Operational challenges observed by corporate staff during field visits.
Examples of FSQA projects that require testing and evaluation
At every stage, there will be tons of very important projects requiring urgent attention and competing for limited resources with corporate advertising and brand campaigns which have fixed budgets. Some of these projects may be as simple as putting a new dish-washing scrub pad in the system. This project may have been initiated following several reports by team members that current green scrub pad is not effective and also releases greenish color with scrub pad debris reported in ready-to-eat (RTE) foods. The associated risk is that foreign material in food constitutes a health hazard while improper washing of dish wares may lead to cross-contamination and outbreak of foodborne illness. This is easy but still requires testing to confirm that the new scrub pad is the best cost-effective option. Other projects however may be as complex as introducing a new produce (fruits & vegetables) safety system that includes a pathogen kill-step, instead of the regular cold water rinse. This will provide an extra layer of produce safety at the retail level, in case the system fails at the processing plant facility level, for instance, in the case ofthe multistate Listeria outbreak involving Cantaloupes from Jensen Farms, Colorado in 2011.
Another new initiative could be working with suppliers to validate a new method for detecting bone fragments and physical contamination of boneless poultry meat. Revamping the automated dish-washing room to improve food code compliance is a multifaceted project that requires a lot of resources and planning for a successful testing and evaluation.
Testing and evaluation milestones
A systematic approach is required to properly test and evaluate new FSQA products or services before a chain-wide roll-out is authorized by management. Depending on whether we are looking to introduce a new product or service into the system, some of the testing and evaluation milestones may include a combination of:
R&D to determine and evaluate options to resolve issue;
Review of options for industry best practices by FSQA team;
Cross-functional team evaluation by stakeholders to determine impact on key business functions, including a robust business analysis to determine cost implications;
Vendor verification to certify compliant business status;
Execution of a Non-Disclosure Agreement (NDA) or Master Vendor Agreement (MVA) between corporate and vendor partner, to legally protect all parties;
Preliminary testing at the corporate Technical Center for proof of principle and to evaluate product safety and potential OSHA requirements at a controlled environment;
One store test to determine operational feasibility in an actual business environment;
Three to 10-store testing to evaluate operational dynamics in a larger number of stores;
Thirty to 60 store-market testing in different markets to carefully monitor usage and operational outcome and ensure compliance and expectations, and extrapolate results to mimic a national chain wide roll-out;
Performance survey of test stores, data collation, analysis and review of results, followed by management approval;
Chain-wide roll-out by a cross functional team representing all impacted areas of the business; and
Post-chain-wide roll-out follow-up to monitor usage and resolve any lingering issue, namely:
Adequate SOP training to reinforce proper use;
Vigorous marketing campaign to increase chain-wide usage and compliance;
Effective ordering and delivery logistics; and
Potential short term and long term quality issues.
Developing an FSQA project matrix template
Certainly, the need to initiate new FSQA projects will increase as the various parts of the new Food Safety Modernization Act (FSMA) come into full force. Since FSMA brings a new regulatory burden on the food industry, its full implementation will require new ways of doing business, and most likely will affect the overall cost. This calls for a smarter management strategy to keep costs down and customers happy. The massive number of legitimate but competing food safety projects literally begging for attention can be overwhelming for Managers, especially with resources always in short supply. With this scenario, it is critical for the Manager to develop an FSQA project matrix template that delineates the level of importance of each project based on overall risk assessment, cost-benefit ratio, regulatory food code requirements, and buy-in by stakeholders, including management and final end-users.
FSQA project implementation and recipe for success
Testing and evaluation can be an expensive venture considering the test duration, number of test stores involved and capacity utilization for test products. The good news however is that most vendors are willing to fund substantial portion or even the entire test. This is essentially because vendors want to demonstrate that their product works, are in compliance, certified and approved by relevant federal, state and local agencies, and fulfills all obligations as outlined in the statement of work. It is a win-win situation for both vendor and corporate because once a product is approved for chain wide roll-out, it can stay in use for several years until an upgraded becomes available. Thus, corporate funding commitment may be minimal and restricted only to staff time for overseeing the testing process. It is important to mention that training is a critical component at every stage of the testing process. Standard operating procedures, training video clips and on-site training are required to ensure that test product is used according to manufacturer’s instruction and in compliance with all relevant regulations. Due diligence and proper training of end-users including store managers, team members and associates will ensure that the roll-out of a food safety tool to mitigate an existing risk does not introduce a new risk in food service operations. An example is the introduction of a new disinfectant to comply with a new regulation that requires a Norovirus approved disinfectant grade chemical for cleaning playgrounds. The disinfectant however is not approved for food contact surfaces since it’s not a regular strength sanitizer.
Consequently, any inadvertent cross-usage on food contact surfaces may constitute a serious food safety risk. Similarly, an SOP training gap may result in higher risk if associates using yellow color-coded aprons for raw food processing cross-contaminates the RTE food board areas with raw chicken/beef contaminated aprons. For instance, the Costco Rotisserie Chicken recall of late 2013 appears to have been linked with Salmonella cross-contamination after the cooking process in the food preparation area. Thus, proper training on the useof food safety tools and processes is critical both during product testing and post-chain-wide roll-out, to accurately evaluate and monitor risk mitigation practices.
To enable success, food retail chains employ the services of third party consultants to assist in-house staff and bring project-specific subject matter expertise to the table for rigorous risk assessment and risk mitigation. This strategy will also assist in timely communication that support buy-in by senior management and other relevant stakeholders. In addition, the implementation of such projects will remain effective and efficient, freeing up valuable time for corporate staff to continue supporting the business in the most critical areas of providing seamless customer services. Most importantly, a third party working in concert with vendors and corporate staff will bring an unbiased product testing and evaluation standard that cannot be left entirely at the discretion of vendor partners.
Proper documentation is required at every stage to ensure that all potential confounding factors are considered and evaluated at every level. Surveys, feedback compilation and analysis by a third party will assist in building credibility for test data, and enable management have the right set of data to make an informed business decision. Some level of customization may be involved as issues raised by stakeholders are addressed during the testing process. Open communication is important to keep all parties in the loop and encourage honest discussion of issues and how best to resolve them in a cost-effective manner.
Conclusion
Testing of new FSQA tools and services is a cost saving process that helps Managers to completely resolve potential issues upfront before introducing products into the system. Improperly tested food safety products may lead to a breach in the system down the road. Ordinarily, the use of transparent plastic wrap to cover raw chicken pans during the thawing process is an excellent barrier against cross-contamination of food-contact and non-food contact surfaces with raw chicken juice. However, the transparent nature of the plastic wrap makes it extremely difficult to see a torn piece of plastic wrap inside the raw chicken pan. Due diligence during testing should identify such aberration and resolve it by customizing into easily identifiable yellow color coded plastic wrap. This test-mode corrective action will ensure that torn pieces of plastic wrap won’t get into food served to customers after chain-wide roll-out.
While proper testing, evaluation and roll-out of new FSQA products and services may be laborious, time consuming and somewhat expensive, it is still considered one of the industry best practices that supports the delivery of safe quality food to customers and protects the business brand. Overall, it benefits businesses in the long run to budget enough resources for this very important business function, instead of postponing or scrapping risk mitigation programs until crisis situation that may hurt customers, business brand and undermine return-on-investment.
This website uses cookies so that we can provide you with the best user experience possible. Cookie information is stored in your browser and performs functions such as recognising you when you return to our website and helping our team to understand which sections of the website you find most interesting and useful.
Strictly Necessary Cookies
Strictly Necessary Cookies should be enabled at all times so that we can save your preferences for these cookie settings.
We use tracking pixels that set your arrival time at our website, this is used as part of our anti-spam and security measures. Disabling this tracking pixel would disable some of our security measures, and is therefore considered necessary for the safe operation of the website. This tracking pixel is cleared from your system when you delete files in your history.
We also use cookies to store your preferences regarding the setting of 3rd Party Cookies.
If you visit and/or use the FST Training Calendar, cookies are used to store your search terms, and keep track of which records you have seen already. Without these cookies, the Training Calendar would not work.
If you disable this cookie, we will not be able to save your preferences. This means that every time you visit this website you will need to enable or disable cookies again.
Cookie Policy
A browser cookie is a small piece of data that is stored on your device to help websites and mobile apps remember things about you. Other technologies, including Web storage and identifiers associated with your device, may be used for similar purposes. In this policy, we say “cookies” to discuss all of these technologies.
Our Privacy Policy explains how we collect and use information from and about you when you use This website and certain other Innovative Publishing Co LLC services. This policy explains more about how we use cookies and your related choices.
How We Use Cookies
Data generated from cookies and other behavioral tracking technology is not made available to any outside parties, and is only used in the aggregate to make editorial decisions for the websites. Most browsers are initially set up to accept cookies, but you can reset your browser to refuse all cookies or to indicate when a cookie is being sent by visiting this Cookies Policy page. If your cookies are disabled in the browser, neither the tracking cookie nor the preference cookie is set, and you are in effect opted-out.
In other cases, our advertisers request to use third-party tracking to verify our ad delivery, or to remarket their products and/or services to you on other websites. You may opt-out of these tracking pixels by adjusting the Do Not Track settings in your browser, or by visiting the Network Advertising Initiative Opt Out page.
You have control over whether, how, and when cookies and other tracking technologies are installed on your devices. Although each browser is different, most browsers enable their users to access and edit their cookie preferences in their browser settings. The rejection or disabling of some cookies may impact certain features of the site or to cause some of the website’s services not to function properly.
Individuals may opt-out of 3rd Party Cookies used on IPC websites by adjusting your cookie preferences through this Cookie Preferences tool, or by setting web browser settings to refuse cookies and similar tracking mechanisms. Please note that web browsers operate using different identifiers. As such, you must adjust your settings in each web browser and for each computer or device on which you would like to opt-out on. Further, if you simply delete your cookies, you will need to remove cookies from your device after every visit to the websites. You may download a browser plugin that will help you maintain your opt-out choices by visiting www.aboutads.info/pmc. You may block cookies entirely by disabling cookie use in your browser or by setting your browser to ask for your permission before setting a cookie. Blocking cookies entirely may cause some websites to work incorrectly or less effectively.
The use of online tracking mechanisms by third parties is subject to those third parties’ own privacy policies, and not this Policy. If you prefer to prevent third parties from setting and accessing cookies on your computer, you may set your browser to block all cookies. Additionally, you may remove yourself from the targeted advertising of companies within the Network Advertising Initiative by opting out here, or of companies participating in the Digital Advertising Alliance program by opting out here.