The advent of PulseNet in the late 1990s enabled more effective identification of outbreaks, even as many of them overlapped. The database brought to light the fact that many of the products sold in commerce nationwide contained ingredients that were at risk of contamination with dangerous pathogens. In many instances, these ingredients were in products from a single lot or batch and then sold by a single supplier to dozens of customers. From there, they were used in hundreds of products that would be distributed into thousands of retail locations.
Attend Food Safety Tech‘s Listeria Detection & Control Workshop | May 31–June 1 in St. Paul, MN | LEARN MOREFDA created the Reportable Food Registry (RFR) as a way to prevent the shipment of contaminated ingredients into the food supply. If received ingredients or products test positive for contaminants, the RFR requires that the company inform FDA. The agency uses the reports to take regulatory action against the original supplier and requires that all ingredients or products from all potentially affected lots be recalled from commerce. Because the RFR allows FDA to immediately begin tracking and containing ingredients testing positive for pathogens, its introduction in 2009 resulted in a significant spike in recalls.
Driven by the recalls triggered by PulseNet and the RFR, a national perception about an extremely unsafe U.S. food supply began to emerge. The public and media demanded that Congress take action, and so FSMA was born. The regulations require all FDA-regulated food companies to develop and implement written preventative control programs designed to control pathogens and other hazards in food. As a result, food companies will face heightened regulatory risk, scrutiny and exposure.
To further decrease the incidence of outbreaks and recalls, FDA is implementing regulatory enforcement initiatives that include sampling food products at retail for the presence of pathogens; conducting microbiological profiling of food processing facilities during routine inspections; and exploring criminal sanctions against companies that have been linked to positive samples in food products or production facilities associated with an outbreak or foodborne illness.
Microbiological Sampling in Retail
FDA is sampling products intended for human consumption as well as those for animal consumption. As testing continues at the retail level, the likelihood of more food products testing positive for the presence of pathogens is much higher. When positive product samples are found, FDA will take immediate action against the company that processed the product and require the company to recall all affected product. The agency will also demand access to the production facility at issue and conduct extensive environmental sampling, including from drains, floors, walls, production equipment, and finished products, in an effort to find the same strain as the sample testing positive at retail. If product or environmental samples test positive, FDA will perform genetic DNA testing on the isolates and compare the DNA fingerprints against those of the isolates collected from sick case patients in PulseNet over the past 15 years. If a match between the DNA fingerprint and an illness(es) in PulseNet is found, the agency will presume that these illnesses were caused by product originating from that particular facility. FDA will also demand access to all food production and microbiological testing records from previous months, or years, and critique those records.
Microbiological Sampling in Food Production Facilities
In accordance with FSMA, FDA will inspect all food production facilities (drains, floors, walls, food processing equipment, and finished products) that process high-risk ingredients or food products within the next three years (lower risk facilities will be inspected within the next five years). The agency is also performing extensive microbiological profiling of the food processing environment in all production facilities during routine inspections. If a positive sample is found, FDA may require the company to recall the affected product. It is expected that the level of sampling will intensity in the coming months and years as a result of FSMA mandates. And as the extensive microbiological sampling in food production facilities continues, FDA will perform genetic DNA testing on any positive samples collected, once again comparing the DNA fingerprints of samples against those of sick case patients over the last two decades. If a match is found, FDA will take the same course of action as in retail and presume all illnesses were caused by a food product originating from that specific facility. When that occurs, in addition to the potential recalls that may be required, the food companies at issue may become the target of a criminal investigation as well.
My next column will cite recent examples of FDA’s criminal offensive against food companies.
In order to ensure that a food testing laboratory maintains a quality management system that effectively manages all aspects of laboratory operations that affect quality, there are numerous records, reports and data that must be recorded, documented and managed.
Gathering, organizing and controlling all the data that is generated, managed and stored by food testing laboratories can be challenging to say the least. As the ISO Standards and regulatory requirements for food testing laboratories evolve, so does the need for improved quality data management systems. Historical systems that were very efficient and effective 10 years ago, may no longer meet the demanding requirements for ISO 17025 certification. One way to meet the challenge is to turn to automated solutions that eliminate many of the mundane tasks that utilize valuable resources.
There are many reasons for laboratories to seek this certification, including to enhance reputation, gain a competitive advantage, reduce operational costs, and meet regulatory compliance goals. A major advantage for food testing laboratories to obtain ISO 17025 Certification is that is tells prospective clients that the laboratory has a strong commitment to quality, and they hold the certification to prove it. This certification not only boosts a laboratory’s reputation, but it also demonstrates an organization’s commitment to quality, operational efficiency and management practices. Proof of ISO 17025 Certification eliminates the need for independent supplier audits, because the quality, capability and expertise of the laboratory have been verified by external auditors. Many ISO Certified laboratories will only buy products (raw materials, supplies and software) and services from other ISO-certified firms so that they do not need to do additional work in qualifying the vendor or the products.
There are many areas in which a LIMS supports and promotes ISO 17025 compliance. Laboratories are required to manage and maintain SOPs (standard operating procedures) that accurately reflect all phases of current laboratory activities such as assessing data integrity, taking corrective actions, handling customer complaints, managing all test methods, and managing all documents pertaining to quality. In addition, all contact with clients and their testing instructions should be recorded and kept with the job/project documentation for access by the staff performing the tests/calibrations. With a computerized LIMS, laboratory staff can scan in all paper forms that arrive with the samples (special instructions, chain of custody (CoC), or any other documentation). This can be linked to the work order and is easy assessable by anyone who has the appropriate permissions. The LIMS provides extensive options for tracking and maintaining all correspondence, the ability to attach electronic files, scanned documents, create locked PDFs of final reports, COAs (Certificate of Analysis), and CoCs.
Sample Handling and Acceptance
Laboratories are required to have a procedure that defines all processes that a sample is subjected to while in the possession of the laboratory. Some of these procedures will relate to sample preservation, holding time requirements, and the type of container in which the sample is collected or stored. Other information that must be tracked includes sample identification and receipt procedures, along with acceptance or rejection criteria at log-in. Sample log-in begins and defines the entire analysis and disposal process, therefore it is important that all sample storage, tracking and shipping receipts as well as sample transmittal forms (CoC) are stored, managed and maintained throughout the sample’s analysis to final disposal. To summarize, the laboratory should have written procedures around the following related to sample preservation:
Preservation
Sample identification
Sample acceptance conditions
Holding timesShipping informationStorage
Results and Reporting
Disposal
The LIMS must allow capture and tracking of data throughout the sample’s active lifetime. In addition, laboratories are also required to document, manage and maintain essential information associated with the analytical analysis, such as incubator and refrigerator temperature charts, and instrument run files/logs. Also important is capturing data from any log books, which would include the unique sample identifier, and the date and time of the analysis, along with if the holding time is 72 hours or less or when time critical steps are included in the analysis, such as sample preparations, extractions, or incubations. Capturing the temperature data can be automated such that the data can be directly imported into the LIMS. If there is an issue with the temperature falling outside of a range, an email can automatically be spawned or a message sent to a cell phone to alert the responsible party. Automation saves time and money, and can prevent many potential problems via the LIMS ability to import and act on real-time data.
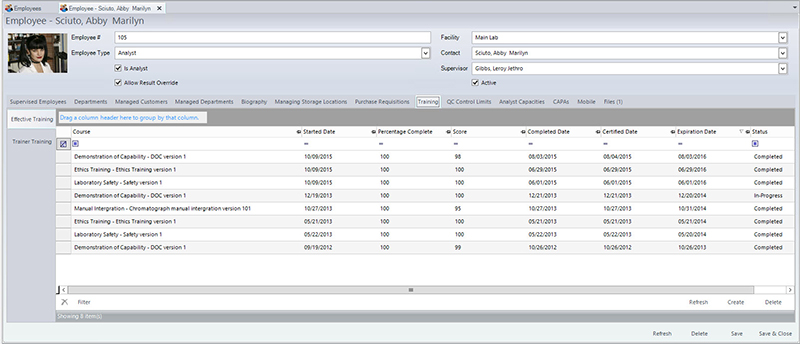
If any instrumentation is used in the analysis, the following information must also be recorded in the instrument identification (to ensure that it is in calibration, and all maintenance and calibration records are current), operating conditions/parameters, analysis type, any calculations, and analyst identification. In addition to analyst identification, laboratories must also keep track of analyst training as it relates to their laboratory functions. For example, if an analyst has not been trained on a particular method or if their certification has expired, the LIMS will not allow them to enter any result into the LIMS for the method(s) that they have not been trained/certified to perform. The LIMS can also send automated alerts when the training is about to expire. Figure 1 shows a screen in the LIMS that manages training completed, scheduled, tests scores, and expiration dates of the training, along with the ability to attach any training certificates, exams, or any other relevant documentation. Laboratory managers can also leverage the LIMS to pull reports that compare analyst work quality via an audit report. If they determine that one analyst has a significant amount of samples that require auditing, they can then investigate if there is a possible training issue. Having immediate access to data allows managers to more rapidly identify and mitigate potential problems.
LIMS manages a variety of aspects in training, including when it has been completed, scheduled, tests scores, and expiration dates. (Click to enlarge)
Another major area that a LIMS can provide significant benefit is around data integrity. There are four main elements of data integrity:
Documentation in the quality management system that defines the data integrity procedure, which is approved (signed/dated) by senior management.
Data integrity training for the entire laboratory. Ensures that the database is secure and locked and operates under referential integrity.
Detailed, regular monitoring of data integrity. Includes reviewing the audit trail reports and analyzing logs for any suspicious behavior on the system.
Signed data integrity documentation for all laboratory employees indicating that they have read and understand the processes and procedures that have been defined.
The LIMS will enhance the ability to track and manage data integrity training (along with all training). The LIMS will provide a definition of the training, the date, time, and topic (description); instructor(s); timeframe in which the training is relevant, reminders on when it needs to be repeated; along with certifications, quiz scores, copies of quizzes, and more. With many tasks, the LIMS can provide managers with automated reports that are sent out at regular time intervals, schedule training for specific staff, provide them with automatic notification, schedule data integrity audits, and to facilitate FDA’s CFR 21 part 11 compliance (electronic signatures). The LIMS can also be configured to automatically have reports signed and delivered via fax or email, or to a web server. The LIMS manages permissions and privileges to all staff members that require access to specific data and have the ability to access that data, along with providing a secure document control mechanism.
Laboratories are also required to maintain SOPs that accurately reflect all phases of current laboratory operations such as assessing data integrity test methods, corrective actions and handling customer complaints. Most commercial LIMS provide the ability to link SOPs to the analytical methods such that analysts can pull down the SOP as they are doing the procedure to help ensure that no steps are omitted. Having the SOPs online ensures that everyone is using the same version of the locked SOPs, which are readily available and secure.
Administrative Records, Demonstration of Capability
Laboratories are required to manage and maintain the following information on an analyst working in the laboratory: Personal qualifications and experience and training records (degree certificates, CV’s), along with records of demonstration of capability for each analyst and a list of names (along with initials and signatures) for all staff that hold the responsibility to sign or initial any laboratory record. Most commercial LIMS will easily and securely track and manage all the required personnel records. Individuals responsible for signing off on laboratory records can be configured in the LIMS to not only document the assignment of responsibility but also to enforce it.
Reference Standards and Materials
Because the references and standards that laboratories use in their analytical measurements affect the correctness of the result, laboratories must have a system and procedures to manage and track the calibration of their reference standards. Documentation that calibration standards were calibrated by a body that can prove traceability must be provided. Although most standards are purchased from companies that specialize in the creation of reference standards, there are some standards that laboratories create internally that can also be traced and tracked in the LIMS. Most commercial LIMS will also allow for the creation, receipt, tracking, and management of all supplies in an inventory module, such that they document the reference material identification, lot numbers, expiration date, supplier, and vendor, and link the standard to all tests to which it was linked.
The ISO 17025 Standard identifies the high technical competence and management system requirements that guarantee your test results and calibrations are consistently accurate. The LIMS securely manages and maintains all the data that supports the Quality Management System.
Key advantages of food testing laboratories that have achieved ISO 17025 Certification with a computerized LIMS that securely and accurately stores all the pertinent data and information:
Proof of ISO 17025 Certification eliminates the need for supplier audits, because the quality, capability and expertise of the laboratory have been demonstrated by the certification.
Knowledge that there has been an evaluation of the staff, methods, instrumentation and equipment, calibration records and reporting to ensure test results are valid.
Verification of operational efficiency by external auditors that have validated the quality, capability and expertise of the laboratory.
Defines robust quality controls for the selection and authentication of methods, analyzing statistics, controlling and securing data.
Clearly defines each employee’s roles, responsibilities and accountability.
Confidence that the regulatory and safety requirements are effectively managed and met in a cost efficient-manner.
In ongoing efforts to eliminate foodborne illness, the FDA recently issued the next step in rules designed for the enforcement of FSMA. The rules are aimed at modernizing food manufacturing processes after a wave of deadly outbreaks in the past decade stemming from contaminated cantaloupes, apples, spinach, lettuce, peanut butter, ice cream, cucumbers and other products. The rules require companies to draw up and implement written plans for keeping food safe. An important part of any food safety plan is the implementation of methods to verify that the controls put in place are working.
The food industry faces many challenges in meeting these new regulations. Two significant technical challenges for control verification are that the testing process takes too long and the sampling plans are often inadequate.
The pathogen testing process for all commercially available diagnostic tests requires an upfront culture or growth step to allow any pathogens present to multiply to a level that they can be detected by the test in use. This growth step, referred to by microbiologists as enrichment, is especially challenging in heavily processed foods and environmental samples, because the bacteria present in the sample have been stressed and are not in a rapid growth phase at the time of sampling. Advances in diagnostic sensitivity and robustness have reduced the amount of time required for enrichment from three or more days with traditional methods to about 24 hours on average with rapid methods. Even with rapidly growing and low-stress organisms such as E. coli O157:H7, enrichments take more than eight hours before implementing the diagnostic. The time required for this growth step creates a bottleneck in the production and distribution process. Although diagnostic companies are continuously improving the sensitivity of their methods and new methods are constantly being developed, there are practical limitations that have thus far prevented the elimination of the upfront culture step prior to testing. Historically, improvements in the sensitivity of rapid food pathogen diagnostics have been traded for time. In other words, having a more sensitive test means that fewer bacteria are needed for detection and therefore, less time is needed for bacteria to divide during the enrichment step. Some commercially available assays require as few as 1,000 to 10,000 target cells in the sample for detection. Since the purpose of the enrichment step is to increase the number of target pathogens in the sample to a detectable limit and bacteria reproduce by cell division, further diagnostic sensitivity improvements would need to be greater than ten-fold to have a significant impact on further reducing enrichment times.
Unreliable sampling methods are an even bigger issue for industry. An example demonstrating current practice is a field of 40,000 heads of lettuce with four (.01% of the total) heads of lettuce contaminated by a pathogen. The current best practice is to go into the field and collect 60 (.15% of the total) leaves from the heads of lettuce, mash them together and test them for contamination. The probability of this sampling method finding the four contaminated heads of lettuce in the sample is much less than 1%. When the undiscovered four heads of lettuce are washed with the other 39,996 heads of lettuce, cross contamination occurs and people get sick.
Technology advances that reduce or eliminate the requirement for enrichment and make the sampling process more reliable could have a big impact on improving control verification testing. But, those advances need to be delivered in a practical and affordable manner. I recently learned about a technology that has great potential to make improvements on both of these fronts, especially for the produce industry and any process that is able to use a wash step as a control point. The recently patented OmniFresh sampling system (developed by OmniFresh, LLC) concentrates a sample from the food processing wash water, allowing immediate testing representative of the food being processed. The concentration process is performed during the entire washing cycle for a lot and is consequently representative of the entire lot.
Concentration technology has been used for many years by academic researchers and scientists to collect samples for biological testing. Ultrafiltration methods for concentrating samples have typically used smaller sample sizes in the 1-10 liter range. The OmniFresh system allows for very large samples to be concentrated, typical volumes of 400 liters are concentrated to 50 ml.
The concentration process takes about one hour to complete after the first wash cycle. During processing, a side stream of water from the first wash tank is diverted to the concentrator unit. Tens to hundreds of gallons of wash water, depending on the size of the wash tank and the type and amount of produce being washed, flows into the concentrator. Throughout the sample collection period, large particulates are removed through a course filtration. Using ultra-filtration, bacteria and other small particles are isolated from the large volume of wash water into a much smaller, concentrated final sample. This concentrated sample can then be tested directly by a diagnostic test, eliminating the need for enrichment.1
The OmniFresh System with diagnostic platform installed at a processing facility. (Click to enlarge)
The wash water in the tank comes into contact with all of the produce being washed, the majority of bacteria is removed from the produce, and it then enters the wash water.2-4 This process, combined with the continuous sampling of wash water, means that low levels of intermittent contamination can be detected without testing high numbers of samples. Field testing of the OmniFresh System has returned promising results. The ability to rapidly screen produce for contamination could also provide a practical lot definition instead of cumbersome field-based definitions that can impact multiple processors.
Improvements in sample preparation and sampling technologies have much to offer the industry. Improved sampling methods which are representative of entire lots identify contaminated food earlier and with high confidence. Additionally, the negative test result is of much higher quality and will result in an increase in the overall confidence of the food supply.
The OmniFresh technology is one example of the type of improvements that are needed. More research that focuses on these most challenging aspects of control verification testing is needed.
References
Dyer, M.A. (2009). “New biosensors for food safety screening solutions.” SPIE.
Beuchat, L. R., and Ryu, J.-H. (1997). “Produce Processing Practices,” Emerg. Infect. Dis 3 (4), 459-465.
Sapers, G. M, (2001). “Efficacy of washing and sanitizing methods for disinfection of fresh fruit and vegetable products,” Food Technol. Biotechnol. 39 (4), 305-311.
U.S. Food and Drug Administration. (1998). “Water: Control of Potential Hazards: Wash Water.” Chap. II.B.2.3 in Guide to minimize microbial food safety hazards for fresh fruits and vegetables, by US FDA.
What happens when a food company does not have an effective environmental monitoring program in place? The cost of failure can be significant, warns Prof. Ann Draughon, ranging from placing contaminated food in the markets, to managing product recalls, and businesses getting shut down.
Effective Environmental Monitoring, Sampling and Testing (EMS) Programs are absolutely necessary to protect our consumers, and make safe food, and are also required from a regulatory and food safety point of view, and to verify that our food safety programs are working.
In a recent webinar, Prof. Ann Draughon offered some insights on what happens when such an EMS program is not set in place – the cost of failure is much greater, and the repercussions can be severe, she warns.
What is on the horizon with EMS given the new regulatory landscape under the Food Safety Modernization Act and the proposed rules? Prof. Draughon talked about the Mandatory Preventive Controls described in Section 103 of the Act that lists the following controls that FDA will require:
Environmental monitoring programs;
Sanitation and cleaning requirements;
Allergen control;
Mitigation of hazards; and
Supplier verification.
How will FSMA affect FDA’s regulatory sampling of food facilities and products? The volume of environmental samples will increase at a much higher rate than sampling for allergens or ingredients, she adds. And in order to meet such a high demand for environmental inspection and sampling, it will be important to have in place effective EMS programs. Prevention will be cost-effective and give companies the ability to detect and destroy the microorganism before they cause any issues. Prof. Draughon provided the following numbers as cost of reinspection: $224 per hour for domestic inspections, $325 per hour for foreign inspections, and cost of FDA reinspection in FY 2012 estimated to be around $21,000.
She described two case studies of companies that suffered bankruptcy, and business losses due to massive food safety related recalls, caused by inadequate or lack of environmental monitoring programs.
“This company is currently bankrupt due to a massive recall. While they had a great food safety plan, they did not back it up with a strong EMS program,” Prof. Draughon explained.
Speaking about the second company, she explained that the strong and capable leadership had done everything right for the company, but what went wrong? “There was a:
Lack of trend analysis of environmental data;
Lack of communication within company about any positives Listeria results;
Sporadic Listeria positives occurred – while the problem was fixed, they continue to reoccur and the source was never detected or fixed;
The company had a reactive EMS, but not proactive,” she explained.
What are some of the recurring problems due to ineffective EMS programs? Prof. Draughon listed these as:
Increased risk of recall;
Increase loss of product;
Increased liability exposure;
Build-up of pathogens and spoilage agents or chemicals in environment;
Lack of regulatory compliance; and
Reaction to problems, not prevention.
Based on this high cost of compliance, Prof. Draughon strongly recommended establishing an effective EMS program, which has the following attributes:
Focus on having the appropriate indicators and hazards;
Ensure the best procedures selected and validated;
Strong sampling plan, which is well-designed and dynamic;
As the food industry is moving toward a more preventive food safety strategy, environmental monitoring is playing an increasingly critical role in testing. Hazard analysis is shifting the focus from finished product testing to proactively testing the environment and the processing as critical control points to continuously monitor and reduce risk. Today many facilities are adding or strengthening their environmental monitoring programs to enhance their food safety risk reduction efforts.
What do you need to get started with an EMS program?
“You need to first identify the right team; think about what kind of food you are processing (raw products or ready-to-eat products) and if it has had any food safety outbreak associated with it; determine critical or hygiene zones in your facility; determine sample locations; finalize which indicator tests will be done, and in which zones; determine which pathogens you will test for; choose the right test methods; set a baseline, and link that with your sampling plan, and establish testing frequency once you have finalized the number of samples and zones,” explains Draughon.
To establish critical hygiene zones, she advises to:
Survey entire facility and have a map of that facility;
Study that map and identify traffic patterns to divide the facility into critical hygiene zones, GMP zones, and non-processing zones;
Put in place barriers between these zones and dedicate equipment to the critical hygiene zone, and restrict access between zones; and
Establish strict cleaning, sanitation and monitoring plans for these diff zones.
Sampling of zones should be based on risk of contamination and/ or transmission of pathogens to food from environment, says Draughon. The sampling should also take into account potential sources of product contamination by whatever means during food processing (see image 1 for examples of 4 zone and 3-zone hygiene systems).
Selecting the right assays for your EMS program
There are many options, and it can be confusing to select the right assay for your needs. Draughon advises that companies need to look their monitoring needs and consider both indicator bacteria and pathogenic bacteria to select the right assay.
For monitoring with indicator bacteria, most companies look at ATP for environmental sanitation, often before start-up to make sure facility is clean before processing begins. Protein assays are also used to pick up any allergen on equipment.
APC or total viable count is a simple assay offering many choices, which tests for the number of live bacteria on your equipment or in your environment that can grow under air or oxygen at room temperature.
Yeast/ mold count assays are good for two purposes: 1. Mold frequently is the cause of spoilage in food, so it’s useful to understand if there are any present to determine shelf life, and 2. It also helps us understand the number of particulates in the air.
We can also select specific microbial groups as indicators, such as total Enterobacteriacae, fecal coliform or E.coli or Listeria species.
Sample collection and prep
When we collect a sample, we have to clearly document the sample including information such as when it was taken, from where, by whom, what happened to that sample etc. Use clean SOPs to reduce error. Use the assays previously selected and do it as quickly as feasible. If you are working with an outside company, decide how they are going to handle the sample. Finally, always keep in mind plant safety and leave nothing behind after sampling, and avoid cross-contamination.
For characterizing pathogens, you may want to genetically fingerprint any pathogenic isolates from your facilities. This will allow you to see if you have a constant harborage of a particular pathogen or if it changes. Draughon recommends using a contract lab for characterizing pathogens, as they would be better suited, and have better resources to do this. Destroy the isolates after characterization – you don’t want any chance of the pathogen spreading into the product or the environment.
Written SOPs for EMS programs
It’s critical to have clear written SOPs for EMS programs which include the following:
Frequency of sampling;
When, where , how and duration of sampling;
Procedure for recording data and coding;
Sample number, size or volume;
Specific sampling and analysis validated protocols;
Monitoring of incubators and use of equipment;
Handling and shipping of samples; and
Alert and action levels and appropriate response to deviations from alert or action levels.
It’s also important that we train and validate the personnel performing EMS. Each individual doing this needs to demonstrate proficiency of doing this. They need to understand proper recording of EMS program data, alert and action levels, and zero tolerance levels. The personnel should be comfortable and qualified for sampling protocol, and using all the equipment.
In summary, sampling plans should be adaptable, which highest risk sites being tested initially. Establish a baseline and modify sampling plan as needed. Establish your sampling and testing criteria and sample as needed with each zone to fully assess the environmental program.
This website uses cookies so that we can provide you with the best user experience possible. Cookie information is stored in your browser and performs functions such as recognising you when you return to our website and helping our team to understand which sections of the website you find most interesting and useful.
Strictly Necessary Cookies
Strictly Necessary Cookies should be enabled at all times so that we can save your preferences for these cookie settings.
We use tracking pixels that set your arrival time at our website, this is used as part of our anti-spam and security measures. Disabling this tracking pixel would disable some of our security measures, and is therefore considered necessary for the safe operation of the website. This tracking pixel is cleared from your system when you delete files in your history.
We also use cookies to store your preferences regarding the setting of 3rd Party Cookies.
If you visit and/or use the FST Training Calendar, cookies are used to store your search terms, and keep track of which records you have seen already. Without these cookies, the Training Calendar would not work.
If you disable this cookie, we will not be able to save your preferences. This means that every time you visit this website you will need to enable or disable cookies again.
Cookie Policy
A browser cookie is a small piece of data that is stored on your device to help websites and mobile apps remember things about you. Other technologies, including Web storage and identifiers associated with your device, may be used for similar purposes. In this policy, we say “cookies” to discuss all of these technologies.
Our Privacy Policy explains how we collect and use information from and about you when you use This website and certain other Innovative Publishing Co LLC services. This policy explains more about how we use cookies and your related choices.
How We Use Cookies
Data generated from cookies and other behavioral tracking technology is not made available to any outside parties, and is only used in the aggregate to make editorial decisions for the websites. Most browsers are initially set up to accept cookies, but you can reset your browser to refuse all cookies or to indicate when a cookie is being sent by visiting this Cookies Policy page. If your cookies are disabled in the browser, neither the tracking cookie nor the preference cookie is set, and you are in effect opted-out.
In other cases, our advertisers request to use third-party tracking to verify our ad delivery, or to remarket their products and/or services to you on other websites. You may opt-out of these tracking pixels by adjusting the Do Not Track settings in your browser, or by visiting the Network Advertising Initiative Opt Out page.
You have control over whether, how, and when cookies and other tracking technologies are installed on your devices. Although each browser is different, most browsers enable their users to access and edit their cookie preferences in their browser settings. The rejection or disabling of some cookies may impact certain features of the site or to cause some of the website’s services not to function properly.
Individuals may opt-out of 3rd Party Cookies used on IPC websites by adjusting your cookie preferences through this Cookie Preferences tool, or by setting web browser settings to refuse cookies and similar tracking mechanisms. Please note that web browsers operate using different identifiers. As such, you must adjust your settings in each web browser and for each computer or device on which you would like to opt-out on. Further, if you simply delete your cookies, you will need to remove cookies from your device after every visit to the websites. You may download a browser plugin that will help you maintain your opt-out choices by visiting www.aboutads.info/pmc. You may block cookies entirely by disabling cookie use in your browser or by setting your browser to ask for your permission before setting a cookie. Blocking cookies entirely may cause some websites to work incorrectly or less effectively.
The use of online tracking mechanisms by third parties is subject to those third parties’ own privacy policies, and not this Policy. If you prefer to prevent third parties from setting and accessing cookies on your computer, you may set your browser to block all cookies. Additionally, you may remove yourself from the targeted advertising of companies within the Network Advertising Initiative by opting out here, or of companies participating in the Digital Advertising Alliance program by opting out here.