SQF certification validates a contract manufacturer’s ability to produce safe, consistent, and high-quality products. It’s a mark of distinction, which can lead to more business. But to obtain SQF certification, a manufacturer must have effective quality and safety controls.
Well-known food and beverage brands will often turn to contract manufacturers to produce the quality products that their customers expect and enjoy. With their brand names on the line, these brand owners need assurance that their suppliers can deliver safe and high-quality goods and mitigate the looming threat of recalls.
How do they know if they’re working with a reliable contract manufacturer? Well, many will look to see if they hold certifications from a reputable third-party organization, such as the Safe Quality Food Institute (SQFI). In fact, one in four companies today require that their suppliers have SQF certification, making it one of the most important certifications in contract manufacturing.
SQF certification demonstrates that a supplier has met benchmarked standards—set by the Global Food Safety Initiative (GFSI)—for upholding quality and controlling food safety risks. It’s a form of validation of an organization’s ability to consistently produce safe and high-quality products. Contract manufacturers that have SQF certification are more likely to win contracts and can bid for business on a national or global scale. Thus, it presents a clear competitive advantage to those certified in the various levels of SQF certification.
Level 1: The SQF Safety Fundamentals Program is an introduction to food safety standards for small- to medium-sized food suppliers. Ideal for those with low-risk food products, the program doesn’t meet GFSI standards but establishes a foundation for doing so. Suppliers certified at this level typically sell their services to smaller, local purveyors.
Level 2: The SQF Food Safety Program follows GFSI-benchmarked food safety standards. It helps sites implement preventive food safety measures according to Hazard Analysis and Critical Control Points (HACCP) regulations, which ensure scientific analysis of microbiological, physical and chemical hazards are applied at each step of the supply chain. This level is ideal for businesses that would like to work with purveyors that require adherence to GFSI benchmarked standards.
Level 3: The SQF Food Safety and Quality Program shows an ability to not only contain safety risks through the HACCP system, but also monitor and control threats related to food quality. This highest level of certification is ideal for large-scale producers, manufacturers, food packaging facilities and distributors that have successfully deployed an SQF Food Safety Program and want to go above and beyond in their quality efforts.
While it’s the most demanding of the three, Level 3 certification is what most contract manufacturers should aspire to because it’s required by many of the world’s largest food and beverage brands. In order to attain this level of distinction, contract manufacturers need an effective way to demonstrably meet all GFSI benchmarked standards and readily access their quality data during an audit. This is where statistical process control (SPC) comes in.
The SPC Gamechanger
SPC is a proven methodology for monitoring and controlling quality during the manufacturing process. SPC enables manufacturers to chart real-time quality data against predefined control limits to identify unwanted trends and product or process variations. If there is an issue, timely alerts will notify responsible parties to take remedial action early on, preventing unsafe or poor-quality goods from entering the supply chain and triggering a recall. This establishes strong controls for food quality and safety in accordance with a Level 3 SQF Program. Audits also become a breeze, as all historical data are stored digitally in a centralized repository. Suppliers can thereby quickly and easily produce auditor-requested reports showing compliance with SQF requirements and GFSI standards.
Statistical process control (SPC) is a method for monitoring and controlling quality during the manufacturing process. Image courtesy of InfinityQS
But beyond quality monitoring and facilitating audits, SPC can deliver greater impact by providing suppliers with analytical tools useful for mining historical data for actionable insights. They can run comparative analyses of the performance of different lines, products, processes, or even sites, revealing where and how to further reduce risk, improve consistency, streamline operations, and lower production costs. In this way, SPC lends itself to a profit-positive business model—driving additional savings through process improvement while increasing new business opportunities through contracts won via SQF certification.
A Snacking Success
One contract manufacturer of savory and healthy snacks previously struggled with large variations in product quality. These inconsistencies often resulted in quality holds or process aborts that generated high waste and costs. By implementing SPC, the snack supplier was able to take advantage of a wide range of data—including incoming receiving tracking and quality inspection tracking—to finetune its production processes with effective controls for food quality and safety. In addition to a 30% reduction in customer complaints, SPC has helped the supplier realize a $1 million reduction in product waste and attain Level 3 SQF certification, the latter of which has generated continued new business from several well-known snack food brands.
This snack supplier is a clear example of SQF certification as a competitive differentiator. Working with such SQF-certified and SPC-powered contractors is important to food and beverage brands because they can protect their reputations and ensure continued customer retention by way of safe, consistent, high-quality products. Ultimately, it builds greater trust and integrity in the supply chain among companies and consumers alike.
SQF certification is an ongoing process; once you have attained it, you have effectively committed to a continuous improvement program for your business. Conducting regular, thorough and transparent management reviews will play a key role in ensuring that you continue to achieve your SQF goals.
The first and most important thing to understand about management reviews is that they don’t have to be a cost to your organization. In fact, when conducted correctly, these reviews should become the cornerstone of your continuous improvement program, assisting you in measuring company performance against documented objectives.
Once you’ve committed to a management review, it’s important to be aware of the fact that these reviews take significant preparation. The senior management team will be responsible for reviewing the SQF system, preparing for and documenting the review procedure in its entirety. As outlined in clause 2.1.2.4 of the SQF system, there are four key elements against which company performance must be reviewed:
The SQF policy manual
Internal and external audit findings
Corrective actions (investigation and resolution)
Customer complaints (investigation and resolution)
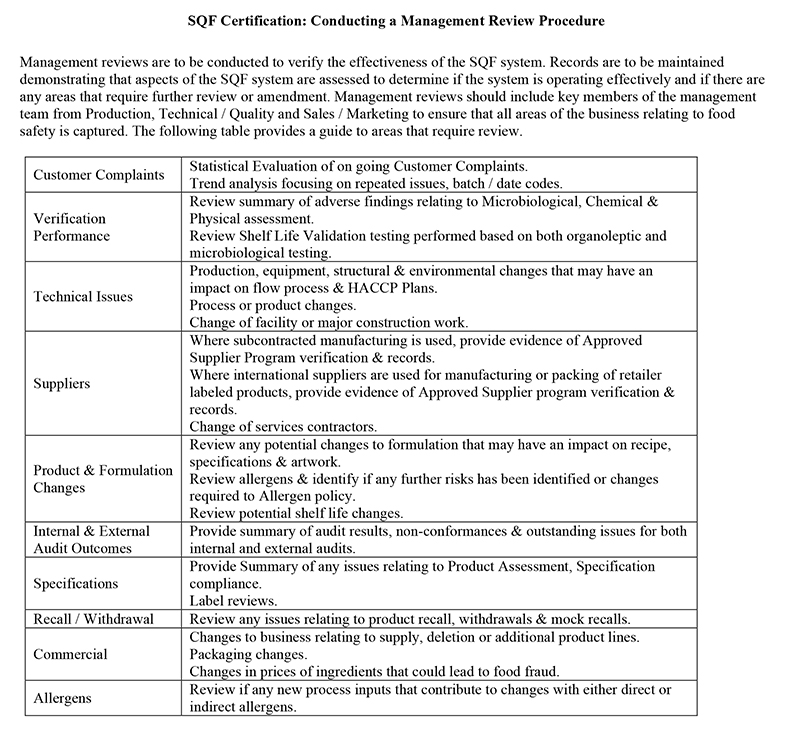
Click to enlarge this document on how to conduct a Management Review Procedure
The management team is required to make adequate resources available for food safety and quality objectives and to support the development, implementation and maintenance and ongoing improvement of the SQF system (clause 2.1.2.3). This team must also establish processes to improve the effectiveness of the SQF system in order to demonstrate continuous improvement (clause 2.1.2.9).
Keeping Good Records
One cannot overstate the importance of thorough and effective documentation of the review, so remember the mantra: If you don’t write it down, it didn’t happen.
Every aspect of your review must be clearly and thoroughly documented. These records are important documents in the SQF audit process and also as benchmarks against which company performance and subsequent reviews can be measured.
Management Review Process
The management review process comprises four key stages:
Identifying objectives
Collecting and analyzing data
Management review meeting
Disseminating results
1. Identifying Objectives
Identifying objectives should be your first step. You cannot start collating data before you know what you’ll be measuring it against. Objectives are essentially short statements that outline what you want your company to achieve in specific business areas. They should encompass a whole-of-company approach in that they should contribute to overarching company goals rather than delivering a one-sided or fragmented approach to continuous improvement. It is important to note that objectives are neither mission statements nor warm and fuzzy statements.
As a general rule of thumb, objectives should be:
Measurable. They should outline specific quantities and quotas for what you are trying to achieve.
Business-specific. Objectives should be relevant to the future of your business and to the individual business improvement process. Don’t worry about what your competitors are doing.
Relevant. Make sure the objectives will have a significant and lasting impact on your business once they are achieved. This might mean choosing complex objectives versus taking the easy way out.
Linked to a key performance indicator. Every objective should contribute to the company’s KPIs and be part of its broader strategic goals..
Clearly defined. Be clear about what you are trying to achieve and how you plan to achieve it.
Documented. Write your objectives down! The review process, future audits and your ongoing improvement efforts will be measured against them, so it is important to accurately capture the details.
Communicated across the breadth of the organization. Don’t make the mistake of keeping them in a filing cabinet somewhere. Put them in the lunchroom, put them in induction packs, hand them out during annual updates—share them with your team so that everybody understands the goals.
2. Collecting and Analyzing Data
Data collection is one of the most time consuming components of the management review process, so have a clear game plan ready before starting. Ask the following questions:
a. What information must be extracted from company records?
Determining the sort of data you need depends largely on your management review objectives. Your data should deliver insights on company performance and provide an evidence base for changes you make to your business processes. As a food company, your SQF systems should monitor and collect data on a wide range of business activities, including:
Swab and microbiological results from cleaning processes
Microbiological results from water supply and product testing, or raw material testing
Insurance and credit claims
Chemical product results
Mock recall tests
Product traceability tests
Think about the data sources that respond directly to the objectives you developed for your review. You should be leveraging the systems you already have to collate information, with a view to feeding the information back into work practices to create a loop of continuous improvement.
b. What format is the data in and how can you make it accessible?
Like most food companies, your company is likely to be home to a mix of paper-based and electronic data. Different data types throw up different challenges when it comes to data acquisition. Paper forms are easy for staff to use and easy for management to collect, but they require double handling in order to translate relevant data into a format that can be analyzed with any degree of depth. Electronic data collection is more useful when it comes to number crunching, but you need access to specific expertise when it comes to data extraction if you want your data to work effectively for you. Newer, more sophisticated data management systems will help automate data collection activities and will also ensure that your database systems can communicate with each other to share relevant information.
Data access is another issue to think about early in the process. Who is responsible for all the different data sets that must be accessed for the review? Is he or she the right person to manage that data? Will he or she be available at the time you need to access the data before the review?
c. Who will analyze the data, and do you have the requisite skills in-house?
Another important element of the pre-planning process is the question of who will analyze the data once it has been extracted from your systems. Does your staff have the skills and time required to conduct effective statistical analysis? Do you have suitable software systems to support the analysis process? If so, you’ll need to allocate each data analysis task to a staff member, making roles, responsibilities and timelines for the analysis process clear. In addition, ensure that all managers have access to (and an understanding of) the previously identified management review objectives so they can target their analysis appropriately.
If you don’t have the requisite data management skills in-house, you need to think through potential solutions during the pre-planning stage, whether it involves providing training for staff or bringing in outside expertise.
Prior to the data analysis process, you should also be looking at your raw data and reviewing data outliers (that is, data that lies above or below the mode)—these can sometimes provide interesting insights about your processes and procedures. It’s important to have an experienced quality assurance team on board before you start assessing your outliers; your QA team should already understand the variables within your processes and procedures, and will therefore be able to identify whether the outliers are one-off data spikes or trends requiring further investigation.
3. Management Review Meeting
a. Meeting preparation
Meticulous preparation is key to a successful management review meeting. Ensuring all meeting attendees are on board with the agenda and meeting outcomes is a good way to get started. First, develop a written agenda and timeline for the review. Think about the timing of your meeting in conjunction with your unannounced SQF audit. Set the date of the meeting with enough time to ensure close off of the corrective actions issued as a result of the meeting. Yes, if you’re doing it properly, you should have corrective actions issued.
Next, you’ll need to get all participating staff members up to speed with the review process. Pull together the requirements of the review, the relevant SQF clauses, customer requirements and company objectives, and put them into a document that can be circulated well in advance of the meeting. Identify the individual managers who will be involved with the review—that is, the managers whose business areas will make a contribution to, or be impacted by, the review process itself. Ask participating managers to prepare the data that is relevant to their key performance areas and to the management review objectives you’ve identified, as this will be distributed at the meeting.
b. At the meeting
Good record keeping is particularly important during the management review meeting itself. Poor documentation can undermine the review and its subsequent outcomes, not to mention the SQF auditing process. As such, it’s important to capture the details of the discussion that occurs at the meeting—you need more than just a few scribbled notes. Nominate a scribe whose sole responsibility is to take notes at the meeting. Ensure they capture (at a minimum) the following:
Meeting date and time
Meeting attendees and no-shows
Discussion of each agenda topic
Key items
Outcomes
Conclusions
Action points
Objectives. Were they met? If not, why not? Do they need to be modified for next year? If so, why, and to what?
Action points, role responsibilities and verification of actions being undertaken
Conclusions
The scribe should also be responsible for compiling all supporting documentation from the meeting for audit purposes and for review prior to future management review meetings.
4. Disseminating Results
Once the review process is completed, any processes and procedures identified as requiring modification must be updated. This is also the time to follow up on action items—your meeting documentation should clearly show who is responsible for each item and their respective tasks. Engage with the staff members responsible for each item at regular intervals to chart their progress, and follow up again at subsequent management meetings to ensure that all actions have been completed.
Communicating review outcomes is very important. Charting a specific course requires an understanding of, and commitment to, that course by everyone involved in the navigation process—and you need your team to understand where you’re going so that they can help you get there. This means communicating all the outcomes, both good and bad, to all relevant personnel, and taking the time to thank and congratulate staff who were instrumental in achieving positive results.
The last step of the review process is to share your success—don’t let your hard work go unnoticed! Communicate the value of the review both to your team and your superiors, and demonstrate the link between the review itself and the achievement of individual, team and company KPIs.
Conclusion
A completed management review will deliver significant benefit to your company in the form of documented, measurable and communicated objectives that are reviewed on an annual basis. Additional benefits include:
Increased business value
Enhanced safety (for staff) and quality of product (for clients)
A more targeted approach to business strategy
Reduced financial risk and increased profitability
This website uses cookies so that we can provide you with the best user experience possible. Cookie information is stored in your browser and performs functions such as recognising you when you return to our website and helping our team to understand which sections of the website you find most interesting and useful.
Strictly Necessary Cookies
Strictly Necessary Cookies should be enabled at all times so that we can save your preferences for these cookie settings.
We use tracking pixels that set your arrival time at our website, this is used as part of our anti-spam and security measures. Disabling this tracking pixel would disable some of our security measures, and is therefore considered necessary for the safe operation of the website. This tracking pixel is cleared from your system when you delete files in your history.
We also use cookies to store your preferences regarding the setting of 3rd Party Cookies.
If you visit and/or use the FST Training Calendar, cookies are used to store your search terms, and keep track of which records you have seen already. Without these cookies, the Training Calendar would not work.
If you disable this cookie, we will not be able to save your preferences. This means that every time you visit this website you will need to enable or disable cookies again.
Cookie Policy
A browser cookie is a small piece of data that is stored on your device to help websites and mobile apps remember things about you. Other technologies, including Web storage and identifiers associated with your device, may be used for similar purposes. In this policy, we say “cookies” to discuss all of these technologies.
Our Privacy Policy explains how we collect and use information from and about you when you use This website and certain other Innovative Publishing Co LLC services. This policy explains more about how we use cookies and your related choices.
How We Use Cookies
Data generated from cookies and other behavioral tracking technology is not made available to any outside parties, and is only used in the aggregate to make editorial decisions for the websites. Most browsers are initially set up to accept cookies, but you can reset your browser to refuse all cookies or to indicate when a cookie is being sent by visiting this Cookies Policy page. If your cookies are disabled in the browser, neither the tracking cookie nor the preference cookie is set, and you are in effect opted-out.
In other cases, our advertisers request to use third-party tracking to verify our ad delivery, or to remarket their products and/or services to you on other websites. You may opt-out of these tracking pixels by adjusting the Do Not Track settings in your browser, or by visiting the Network Advertising Initiative Opt Out page.
You have control over whether, how, and when cookies and other tracking technologies are installed on your devices. Although each browser is different, most browsers enable their users to access and edit their cookie preferences in their browser settings. The rejection or disabling of some cookies may impact certain features of the site or to cause some of the website’s services not to function properly.
Individuals may opt-out of 3rd Party Cookies used on IPC websites by adjusting your cookie preferences through this Cookie Preferences tool, or by setting web browser settings to refuse cookies and similar tracking mechanisms. Please note that web browsers operate using different identifiers. As such, you must adjust your settings in each web browser and for each computer or device on which you would like to opt-out on. Further, if you simply delete your cookies, you will need to remove cookies from your device after every visit to the websites. You may download a browser plugin that will help you maintain your opt-out choices by visiting www.aboutads.info/pmc. You may block cookies entirely by disabling cookie use in your browser or by setting your browser to ask for your permission before setting a cookie. Blocking cookies entirely may cause some websites to work incorrectly or less effectively.
The use of online tracking mechanisms by third parties is subject to those third parties’ own privacy policies, and not this Policy. If you prefer to prevent third parties from setting and accessing cookies on your computer, you may set your browser to block all cookies. Additionally, you may remove yourself from the targeted advertising of companies within the Network Advertising Initiative by opting out here, or of companies participating in the Digital Advertising Alliance program by opting out here.