Change and continuous improvement go hand in hand. Any continuous improvement journey is just that—a journey, not an endpoint; it’s a process to get to a better place. Successful operations constantly change to meet the evolving needs of the business and its stakeholders. But change can provide lots of speed bumps, roadblocks and yield signs if not managed from a positive perspective. Consider that faster is not always better—simplicity is usually the best way to get from point A to point B. Here are a few helpful hints to help you manage the change that accompanies continuous improvement.
Realize that all things can be improved upon. Whether the improvement is a minor tweak or a major overhaul, objective vision is a must to maintain momentum.
Collection of baseline data is important. Data-driven decisions will provide a road map for improvement with the right direction, use of good data and careful interpretation.
Measuring the result of any change will either validate your assumptions or provide a pivot point for moving in a new direction.
Failure to continually improve is the same as standing still. Don’t let road blocks stop your progress.
Sometimes the smallest improvements yield the best results. Fine tuning doesn’t have to be a massive undertaking. Don’t be afraid to keep it simple.
Change is inevitable, so embrace it. Become an advocate for change through leadership and a positive attitude. Others will follow.
Programs that are improved over time will not be taken for granted. Antiquated processes provide diminishing returns, grow stale, and become extinct quickly.
Involve all stakeholders in continuous improvement efforts. Getting upfront buy-in instills pride of ownership and helps to ensure success.
Train for all changes—whether on the plant floor or an office business process. Up-to-date training is imperative, because adults are creatures of habit. Set your continuous improvement efforts up for success by ensuring that changes have been communicated and reinforced.
Just as in life, effective programs, procedures, and policies are journeys, not destinations. Keeping the journey from becoming an uphill struggle requires a culture of continuous improvement—and a company-wide willingness to embrace change.
The vast majority of foodborne illnesses in the United States results from either a management system failure or human error. This supports our belief that all foodborne illnesses are preventable. With the introduction of FSMA, prevention has become a significant focus in the battle to eliminate foodborne illness.
STOP Foodborne Illness is collaborating with Intrinsic Leadership, LLC to offer a Food Safety Leadership program. The primary objective of this program is to equip leaders with the knowledge, skills and abilities to develop and sustain a culture of prevention relative to food safety.
Successful prevention requires more than just the introduction of new knowledge and skills for workers. Success requires the consistent and ongoing application of those skills.
We know that training can provide knowledge and skill. However, the most significant predictor of long-term success is the extent to which frontline managers actively support behavioral changes within the employee base. Experience shows that transforming an organization to produce superior results is much more than training programs, process improvement or new technology. While each of these elements are important, sustainable improvement occurs when we are able to shift the way people think about the business in a way that drives them to consistently act different then they did in the past. The role of leadership is to:
Frame the business opportunity in a way that inspires employees to seek a better outcome
Relentlessly pursue management system improvement
Represent, support and encourage a culture that aligns with improvement opportunities
Stories are powerful reminders and provide the “why” behind food safety. Below are two such stories.
Raw Milk – E. coli 0157:H7
It is the stories that create the urgency behind the importance of food safety. Christopher’s story is heart breaking—yet, he was one of the lucky ones, as he recovered from his illness.
Retail food establishments face many challenges, and employee retention is one of the major concerns. Employee retention affects scheduling, hiring, and the overall effectiveness of training. Food safety training usually suffers when turnover occurs.
The safety of customers is dependent on an employee’s knowledge and execution of the food safety standards that are in place.
The biggest challenge in training in the retail/hospitality industry is the risk that the employee may leave within the first year (or less) of employment. According to Restaurant.org, the average turnover rate for the restaurant/hospitality sector was 66.3% in 2014.1 This turnover rate creates a challenge for maintaining a solid food safety culture.
Restaurants can take proactive steps to create and maintain a food safety culture that is always visible to new and current employees by adopting various techniques.
Signage Is Your Friend
Signage throughout your restaurant is a great way to continuously relay a food safety message without confining employees to a computer or module-based system. This signage should be simple, sometimes playful and right to the point. An employee or manager takes roughly 30 seconds, on average, to read a message, so the shorter the better.
Visual signage is always a great tool to use in the back of house to relay food safety standards (e.g., proper cooking temperatures, order of storing food in coolers, etc.). Signage (photos specifically) may also assist employees who may not communicate in English proficiently. A picture is worth a thousand words, so utilize photos, cartoons or captions in order to relay the message.
Target the Leader
A quality assurance/food safety team should focus its training on the leaders of a region and/or district. Managers have more incentive to stay with companies longer; therefore, food safety training will be retained for a longer period. They may also visit their locations more frequently than the food safety professional, which gives them additional contact with the restaurant-level staff.
To assist these managers in their communication and verification of standards, compose a customized checklist for them to complete during a restaurant visit. The checklist should fulfill the following:
Highlight the top opportunities they seek out (hand washing, sanitizer concentration, etc.)
Provide the proper corrective action to eliminate the opportunities
Considers their time. A manager does not have the ability to complete a five-page checklist. Keep it simple—just the facts!
If these managers are well versed on food safety and sanitation and procedures, they will be able to hold their restaurants to a higher level of compliance. So provide them with all of the tools they need to communicate to their employees.
Informed Employees Are Powerful Employees
Creating newsletters or publications serve as a great tool to keep employees informed of food safety policies. These articles can highlight trends in your company and new products available for use (i.e., chemicals, thermometers, etc.).
By law, every restaurant must have an area where employee information is listed (minimum wage, disability rights, etc.). This board is the perfect place to post your publication.
In conclusion, keeping employees trained on proper food safety standards is the best way to ensure your customers are safe and your brand is protected. Implementing various forms of communication of these standards will create a strong foundation for an excellent food safety culture to exist.
Watch part I of the video with Frank Yiannas: Apply Behavioral Science Techniques to Food SafetyWho is your company charging with delivering the food safety message? Are they believable? Frank Yiannas, vice president of food safety at Walmart, provides insights about how companies should be spreading their message when implementing a behavior-based food safety program. By applying the principle of homophily, companies (especially global organizations) can communicate more effectively with employees—and in a more believable way.
Most industries face issues with breaking down silos and promoting cross-functional collaboration. For the next class of leaders to be well equipped to promote and practice a strong food safety culture, more work needs to be done on alignment within organizations and across industry. In part II of Food Safety Tech’s series on food safety culture, Brian Bedard, executive director of the GMA Science and Education Foundation and Lone Jespersen weigh in on leadership.
Food Safety Tech: Food Safety Culture requires strong professional leaders. How can industry work together to develop the leadership that is needed?
The GMA Science Forum takes place April 18–21, 2016 in Washington, DC | LEARN MORELone Jespersen: We start by acknowledging that we have an abundance of strong leaders in the food industry. We don’t need to build from the ground up or something new. We need to look at what makes [these leaders] strong. Why are some leaders more successful than others? Identify the companies that have strong food safety leaders that are not within food safety—those that come from finance, HR, procurement, and the CEO—and formally acknowledge their technical and leadership competencies.
I’m aware of three organizations that are actively looking at what constitutes a food safety professional and its competencies—IFPTI (International Food Protection Training Institute) in the United States, Safe Food Canada, and the International Union of Food Science and Technology. Alignment between the work conducted by each of these organizations is important to shorten the time between development and business impact. It’s really important to get this alignment. The more we keep working in small subgroups while not comparing notes and agreeing on those competencies, the more we’re going to see the cost of developing leaders going up. And we’ll have fewer strong leaders, because it will be hard for individuals to move on in their career if it is not clear what it means to be a competent, strong food safety leader.
There’s a very large group of food safety leaders, the ‘Malcolms-in-the-Middle’ who are excellent leaders and are one or two steps down from the head of food safety in an organization. Sometimes we forget that we have strong leaders at this level, and they have a much stronger handle on food safety culture because they’re the ones who have to make sure programs work for frontline associates, supervisors, and managers. Letting that level become more visible to what their competencies are or should be and making sure that they contribute and are heard in the conversations [is important].
Brian Bedard: We need to collaborate and get some alignment around what we think leaders need. Unfortunately, this is creating a competitive space among service providers and training entities that can work with leaders.
There are a couple of fundamental principles that need to be addressed:
The leaders at the top need to recognize and drive it down through their entire system so that everyone is responsible in terms of their annual work and development plans, including metrics and the deliverables in their annual evaluations
The ‘Malcolms-in-the-Middle’ who, in most cases, manage the budget. It’s critical to get them on board to ensure that, when making investments, they’re spending money on driving food safety culture throughout an organization
Several specific opportunities now exist to promote food safety culture leadership, including the Food Safety Leadership Workshop being offered by the GMA Science and Education Foundation at the upcoming GMA Science Forum (April 18, Washington, DC).
All seven core rules of FSMA require general training of individuals or employees and qualified individuals requiring education, training or experience to perform specific tasks. By including training in these regulations, the FDA has made specific training mandatory.
Training Required by FSMA Final Rules
In the current Good Manufacturing Practices (cGMP) and preventive control rules, as per 21 CFR 117.4 and 507.4, all individuals engaged in the manufacturing, processing, packing and holding of food must have the education, training or experience to perform assigned duties and must be trained in the principles of food hygiene and food safety. However, the preventive controls qualified individual (PCQI) and qualified auditor, to rules 21 CFR 117.180 and 507.53, can be an individual who has successfully completed a class equivalent in curriculum to that recognized by the FDA, or have the necessary job experience. In both cases, the training must be documented, including the date of training, type of training and those personnel trained.
This means that all employees are to be trained in food hygiene and food safety to at least the standard presented in the regulations and more specifically as per the cGMP requirements. Additionally, individuals who are responsible for a specific critical control point will still need to be trained in HACCP. However, this will probably not be sufficient for an employee responsible for preventive control, as he or she may require training in Hazard Analysis Risk-Based Preventive Control (HARPC), or training specific to the area in which the employee is involved (e.g., allergens, sanitation, supply chain or recall programs, or preventive controls).
For the preventive control qualified individual and qualified auditor, the training needed may be that of the approved FDA curriculum, as developed by the Food Safety Preventive Control Alliance (FSPCA). Although this training course is not a regulatory requirement, FDA inspectors and other regulatory personnel who are auditing facilities will have completed this training, meaning qualified auditors will be expected to have this training, and eventually preventive controls qualified individuals (PCQIs) will be expected to do so too. The qualified auditor and a PCQI will still require the education, experience and other training to perform the specific job duties as listed in the regulations. Unfortunately, it is likely that neither the industry nor the government will have enough lead instructors ready to train everyone who would want or need to be trained before the compliance dates become effective. Additionally, this training course is not yet available for animal food, and the industry has been informed by FSPCA that a Foreign Supplier Verification Program (FSVP) training module will be added to the training course. The FSVP is discussed in the Supply-Chain Preventive Control module, and the fact that there are some similarities between these regulations helps individuals involved in the FSVP program, or in auditing it.
In the produce safety rule, training requirements are listed in subpart C 21 CFR 112.21, 112.22, 112.23 and 112.30. Personnel who require training are those handling covered produce and their supervisors. As with the cGMP and preventive control rules, the principles of food hygiene and food safety must be taught to these personnel. More specifically they must learn how to identify an ill or infected person, and be taught about microorganisms of public health significance, such as Salmonella, Listeria and E. coli O157 on food contact surfaces. Additionally, personnel who harvest covered produce must be trained in recognizing produce that is contaminated with known or reasonably foreseeable hazards to ensure it isn’t harvested. These personnel must be trained in the use of harvest containers and equipment to ensure that they are functioning properly, clean and maintained, and to identify when they are not. At the same time, employees must be trained in correcting any issues or in reporting them to a supervisor in order to have them corrected. All this training must be documented in the same way as the cGMP and preventive control programs.
Unlike the cGMP and preventive control rules, the produce safety rule’s requirement to have a qualified individual, supervisor or responsible party on each farm that has completed a recognized FDA course, or equivalent, is not optional. This course will be available through the Produce Safety Alliance and is anticipated to start in September 2016. The grower food safety course required for supervisors will include an introduction to produce safety, worker health and hygiene training, soil amendments, wildlife, domestic animals and land use, agricultural water, post-harvest handling and sanitation, as well as how to develop a food safety plan.
The training for produce, conducted by the Produce Safety Alliance and/or trained trainers, does not cover training for sprouts; training for sprouts is being developed by the Sprout Safety Alliance and will include topics specifically for sprouts, such as antimicrobial treatment of sprouting seeds.
In the FSVP, the qualified individuals must have the education, training or experience necessary to perform activities as per 21 CFR 1.503. These qualified individuals will develop the FSVP and those activities such as hazard analysis, supplier approval, determining verification activities and frequency, corrective actions and other activities for the FSVP. These personnel must be able to read and understand the records to be reviewed for this program. This means they must know English and may also need to know the local language at point of product manufacture or farming.
At this time there is no structured training program for these individuals, but the FSPCA training program, alongside education and experience can provide the training necessary for these people to perform the job activities. A PCQI would be qualified for the role of a FSVP qualified individual, but the FSVP probably would not be qualified for the PCQI role. This is because the activities in the FSVP are not as complicated as those required by the cGMP and preventive controls rules, and therefore the FSVP qualifications would not need to be as stringent.
Training Under Proposed Rules
In the proposal for Sanitary Transportation of Human and Animal Foods, 21 CFR 1.910, the FDA requires carriers of these products to train personnel who are engaged in transportation operations. This should include awareness of potential food safety problems that may occur to food during transport, basic sanitary practices that would address those problems and the responsibilities of the carriers in the regulation. As with all training in these regulations, the type of training, who was trained and when they were trained must be documented.
Since this is a proposal, the training for teaching the carrier’s responsibility is not yet finalized but will require nothing more than explaining that section of the regulation. The training of potential food safety issues and the problems that might occur during transport are handled during standard cGMP and food safety training.
For the proposed Intentional Adulteration rule, per 21 CFR 121.160, the personnel and supervisors assigned to the actionable process steps must receive training in food defense awareness and their responsibilities in implementing the migration strategies. Also, as per 21 CFR 121.130, the vulnerability assessment is to be performed by a qualified individual, and this individual is to be qualified through experience and/or appropriate training.
For basic food defense, the FDA offers various courses and information, such as Food Defense 101, on their food defense webpage. An online course is offered in English and Spanish and covers the awareness training and the regulations for employees. Upon course completion, a certificate is provided. The agency also has a downloadable food defense plan builder that can be used to develop a food defense program. The agency also provides vulnerability assessment software, but additional training in PAS 96 or ISO/TS 22000 food defense would aid qualified personnel in making sure that this vulnerability assessment is correct and that the strategies to reduce risks are appropriate and not excessive.
There is an abundance of training courses and materials available from the FDA, USDA FSIS, associations and industry. FSMA employee training requires having personnel with the proscribed education and experience to perform specific tasks, and that they be trained as soon as possible in order for them to develop the programs. Additionally, all personnel should be trained at least annually in food hygiene, food safety and food defense.
As part of FDA’s FSMA training vision, the agency has announced two funding opportunities aimed at providing outreach, education and training on the FSMA preventive controls rules.
The Native American Tribes Outreach, Education and Training cooperative agreement will provide up to $750,000 annually for three years. “FDA anticipates that federally recognized tribes will need food safety education and training that addresses the regulatory requirements of the applicable FSMA rules and also encompasses specific cultural practices associated with produce farming and food manufacturing/processing within tribes relevant to their status as sovereign nations,” according to an FDA release.
The Local Food Producer Outreach, Education, and Training agreement will award local food producers $1.5 million this fiscal year with the potential for two more years if federal funds are available. It aims to assist small and mid-size producers/processors with particular practices related to their scale of production and management practices. The agreement will focus on those involved in local food systems while considering “account diversified, sustainable, organic and identity-preserved agricultural production and processing.”
Yesterday NSF International announced the acquisition of Burwater Pacific Group, a New Zealand-based food safety training, auditing and consulting business. The deal further expands NSF’s food safety and quality services to the food manufacturing and retail markets in New Zealand and Australia. Led by Nigel Burrows, the Burwater Pacific Group will be renamed NSF Burwater and become part of the NSF International Food Safety and Quality Division. NSF Burwater will offer the following services:
Technical consulting, including services for new product launches (product development, label review, food control plans, HACCP development, and micro and chemical sampling)
Auditing services, including franchise compliance and operational standards review, and third-party regulatory audits
No experience in our lives prepares us for working in a food manufacturing plant. It’s noisy, cold, hot, dry, wet, dark, or extra bright. It has a variety of aromas that are beyond description. And it has more rules about how to dress, personal hygiene and traffic patterns than can be committed to memory. Every day, frontline food workers make individual decisions that impact food safety, workplace safety, product quality, and operations. So inspiring employees to learn, apply and retain knowledge requires multiple touch points.
At this month’s Food Safety Consortium conference, Holly Mockus will moderate the session, “Gathering Data to Gather Data: Don’t Learn the Hard Way!” LEARN MOREAt most plants, employee onboarding is usually done through formal classroom training. Group training is a great way to learn in a focused setting and interact with an instructor and co-workers. But ensuring that the training is clear and easy to understand can be a challenge. A recent survey of frontline food workers by the Center for Research and Public Policy, Mind of the Food Worker, reveals that 39% of employees say that training is sometimes too complicated or difficult to understand. Learning must be contextually accurate to resonate with the learner, and alignment with the diversity of today’s frontline worker requires new approaches.
Ensuring employees learn, apply and retain knowledge requires multiple touch points because attention spans are getting shorter. According to the National Center for Biotechnology Information, the average attention span is now just 8.3 seconds. Training content has to be presented through different channels in order to stick in the employee’s mind and drive the required behavior.
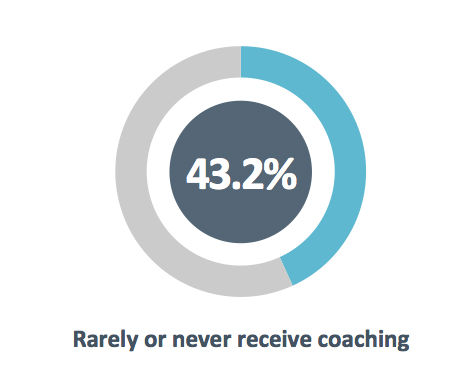
Companies are increasingly using digital signage to show relevant and eye-catching visuals to reinforce the formal training. The content is more impactful when played at strategic times throughout the production day—continuous or too infrequent may cause the retention level to wane. The content also needs to be changed periodically. Truly effective digital content display will be managed effectively to get the biggest bang for the effort.
The Mind of the Food Worker survey found that just 43.2% of food workers rarely or never receive coaching from manager/supervisor. Figure courtesy of Alchemy Systems
Leveraging the supervisor and employee interaction through shift change meetings is another important delivery channel for training reinforcement. According to the Mind of the Food Worker survey, only 56.8% of workers said they receive coaching from supervisors. By providing supervisors with scripted huddle guides, they can effectively and consistently reinforce key messages. In addition, supervisors and managers who observe and provide reinforcement or correction individually to employees have found a winning combination that will strengthen and drive culture so that everyone will know the right thing to do every day.
Supervisors are the hub of the wheel that keeps manufacturing on the road and pushes the industry forward every day. Anything that can make life easier for the frontline supervisor will have a high potential for return on investment. Tablets are increasingly being used by supervisors to complete tasks in real time, as it eliminates the need to spend hours deciphering and following up on notes after a shift ends. This in turn gives the supervisor more time to spend on the floor coaching and reinforcing employees. The bond between supervisor and employee is the absolute core of the culture of each manufacturing plant.
The survey, Mind of the Food Worker, was sponsored by Alchemy Systems.
In order to ensure that a food testing laboratory maintains a quality management system that effectively manages all aspects of laboratory operations that affect quality, there are numerous records, reports and data that must be recorded, documented and managed.
Gathering, organizing and controlling all the data that is generated, managed and stored by food testing laboratories can be challenging to say the least. As the ISO Standards and regulatory requirements for food testing laboratories evolve, so does the need for improved quality data management systems. Historical systems that were very efficient and effective 10 years ago, may no longer meet the demanding requirements for ISO 17025 certification. One way to meet the challenge is to turn to automated solutions that eliminate many of the mundane tasks that utilize valuable resources.
There are many reasons for laboratories to seek this certification, including to enhance reputation, gain a competitive advantage, reduce operational costs, and meet regulatory compliance goals. A major advantage for food testing laboratories to obtain ISO 17025 Certification is that is tells prospective clients that the laboratory has a strong commitment to quality, and they hold the certification to prove it. This certification not only boosts a laboratory’s reputation, but it also demonstrates an organization’s commitment to quality, operational efficiency and management practices. Proof of ISO 17025 Certification eliminates the need for independent supplier audits, because the quality, capability and expertise of the laboratory have been verified by external auditors. Many ISO Certified laboratories will only buy products (raw materials, supplies and software) and services from other ISO-certified firms so that they do not need to do additional work in qualifying the vendor or the products.
There are many areas in which a LIMS supports and promotes ISO 17025 compliance. Laboratories are required to manage and maintain SOPs (standard operating procedures) that accurately reflect all phases of current laboratory activities such as assessing data integrity, taking corrective actions, handling customer complaints, managing all test methods, and managing all documents pertaining to quality. In addition, all contact with clients and their testing instructions should be recorded and kept with the job/project documentation for access by the staff performing the tests/calibrations. With a computerized LIMS, laboratory staff can scan in all paper forms that arrive with the samples (special instructions, chain of custody (CoC), or any other documentation). This can be linked to the work order and is easy assessable by anyone who has the appropriate permissions. The LIMS provides extensive options for tracking and maintaining all correspondence, the ability to attach electronic files, scanned documents, create locked PDFs of final reports, COAs (Certificate of Analysis), and CoCs.
Sample Handling and Acceptance
Laboratories are required to have a procedure that defines all processes that a sample is subjected to while in the possession of the laboratory. Some of these procedures will relate to sample preservation, holding time requirements, and the type of container in which the sample is collected or stored. Other information that must be tracked includes sample identification and receipt procedures, along with acceptance or rejection criteria at log-in. Sample log-in begins and defines the entire analysis and disposal process, therefore it is important that all sample storage, tracking and shipping receipts as well as sample transmittal forms (CoC) are stored, managed and maintained throughout the sample’s analysis to final disposal. To summarize, the laboratory should have written procedures around the following related to sample preservation:
Preservation
Sample identification
Sample acceptance conditions
Holding timesShipping informationStorage
Results and Reporting
Disposal
The LIMS must allow capture and tracking of data throughout the sample’s active lifetime. In addition, laboratories are also required to document, manage and maintain essential information associated with the analytical analysis, such as incubator and refrigerator temperature charts, and instrument run files/logs. Also important is capturing data from any log books, which would include the unique sample identifier, and the date and time of the analysis, along with if the holding time is 72 hours or less or when time critical steps are included in the analysis, such as sample preparations, extractions, or incubations. Capturing the temperature data can be automated such that the data can be directly imported into the LIMS. If there is an issue with the temperature falling outside of a range, an email can automatically be spawned or a message sent to a cell phone to alert the responsible party. Automation saves time and money, and can prevent many potential problems via the LIMS ability to import and act on real-time data.
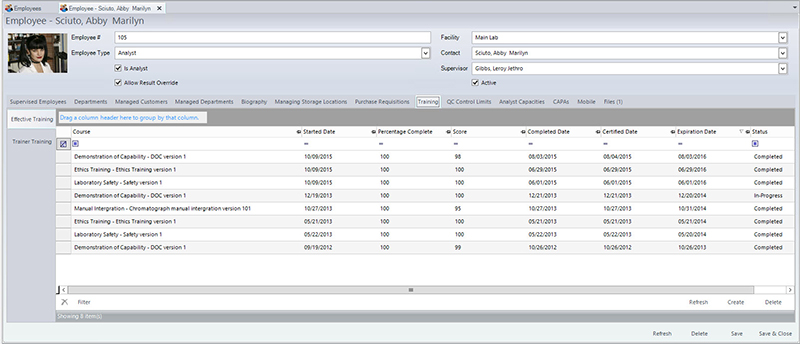
If any instrumentation is used in the analysis, the following information must also be recorded in the instrument identification (to ensure that it is in calibration, and all maintenance and calibration records are current), operating conditions/parameters, analysis type, any calculations, and analyst identification. In addition to analyst identification, laboratories must also keep track of analyst training as it relates to their laboratory functions. For example, if an analyst has not been trained on a particular method or if their certification has expired, the LIMS will not allow them to enter any result into the LIMS for the method(s) that they have not been trained/certified to perform. The LIMS can also send automated alerts when the training is about to expire. Figure 1 shows a screen in the LIMS that manages training completed, scheduled, tests scores, and expiration dates of the training, along with the ability to attach any training certificates, exams, or any other relevant documentation. Laboratory managers can also leverage the LIMS to pull reports that compare analyst work quality via an audit report. If they determine that one analyst has a significant amount of samples that require auditing, they can then investigate if there is a possible training issue. Having immediate access to data allows managers to more rapidly identify and mitigate potential problems.
LIMS manages a variety of aspects in training, including when it has been completed, scheduled, tests scores, and expiration dates. (Click to enlarge)
Another major area that a LIMS can provide significant benefit is around data integrity. There are four main elements of data integrity:
Documentation in the quality management system that defines the data integrity procedure, which is approved (signed/dated) by senior management.
Data integrity training for the entire laboratory. Ensures that the database is secure and locked and operates under referential integrity.
Detailed, regular monitoring of data integrity. Includes reviewing the audit trail reports and analyzing logs for any suspicious behavior on the system.
Signed data integrity documentation for all laboratory employees indicating that they have read and understand the processes and procedures that have been defined.
The LIMS will enhance the ability to track and manage data integrity training (along with all training). The LIMS will provide a definition of the training, the date, time, and topic (description); instructor(s); timeframe in which the training is relevant, reminders on when it needs to be repeated; along with certifications, quiz scores, copies of quizzes, and more. With many tasks, the LIMS can provide managers with automated reports that are sent out at regular time intervals, schedule training for specific staff, provide them with automatic notification, schedule data integrity audits, and to facilitate FDA’s CFR 21 part 11 compliance (electronic signatures). The LIMS can also be configured to automatically have reports signed and delivered via fax or email, or to a web server. The LIMS manages permissions and privileges to all staff members that require access to specific data and have the ability to access that data, along with providing a secure document control mechanism.
Laboratories are also required to maintain SOPs that accurately reflect all phases of current laboratory operations such as assessing data integrity test methods, corrective actions and handling customer complaints. Most commercial LIMS provide the ability to link SOPs to the analytical methods such that analysts can pull down the SOP as they are doing the procedure to help ensure that no steps are omitted. Having the SOPs online ensures that everyone is using the same version of the locked SOPs, which are readily available and secure.
Administrative Records, Demonstration of Capability
Laboratories are required to manage and maintain the following information on an analyst working in the laboratory: Personal qualifications and experience and training records (degree certificates, CV’s), along with records of demonstration of capability for each analyst and a list of names (along with initials and signatures) for all staff that hold the responsibility to sign or initial any laboratory record. Most commercial LIMS will easily and securely track and manage all the required personnel records. Individuals responsible for signing off on laboratory records can be configured in the LIMS to not only document the assignment of responsibility but also to enforce it.
Reference Standards and Materials
Because the references and standards that laboratories use in their analytical measurements affect the correctness of the result, laboratories must have a system and procedures to manage and track the calibration of their reference standards. Documentation that calibration standards were calibrated by a body that can prove traceability must be provided. Although most standards are purchased from companies that specialize in the creation of reference standards, there are some standards that laboratories create internally that can also be traced and tracked in the LIMS. Most commercial LIMS will also allow for the creation, receipt, tracking, and management of all supplies in an inventory module, such that they document the reference material identification, lot numbers, expiration date, supplier, and vendor, and link the standard to all tests to which it was linked.
The ISO 17025 Standard identifies the high technical competence and management system requirements that guarantee your test results and calibrations are consistently accurate. The LIMS securely manages and maintains all the data that supports the Quality Management System.
Key advantages of food testing laboratories that have achieved ISO 17025 Certification with a computerized LIMS that securely and accurately stores all the pertinent data and information:
Proof of ISO 17025 Certification eliminates the need for supplier audits, because the quality, capability and expertise of the laboratory have been demonstrated by the certification.
Knowledge that there has been an evaluation of the staff, methods, instrumentation and equipment, calibration records and reporting to ensure test results are valid.
Verification of operational efficiency by external auditors that have validated the quality, capability and expertise of the laboratory.
Defines robust quality controls for the selection and authentication of methods, analyzing statistics, controlling and securing data.
Clearly defines each employee’s roles, responsibilities and accountability.
Confidence that the regulatory and safety requirements are effectively managed and met in a cost efficient-manner.
This website uses cookies so that we can provide you with the best user experience possible. Cookie information is stored in your browser and performs functions such as recognising you when you return to our website and helping our team to understand which sections of the website you find most interesting and useful.
Strictly Necessary Cookies
Strictly Necessary Cookies should be enabled at all times so that we can save your preferences for these cookie settings.
We use tracking pixels that set your arrival time at our website, this is used as part of our anti-spam and security measures. Disabling this tracking pixel would disable some of our security measures, and is therefore considered necessary for the safe operation of the website. This tracking pixel is cleared from your system when you delete files in your history.
We also use cookies to store your preferences regarding the setting of 3rd Party Cookies.
If you visit and/or use the FST Training Calendar, cookies are used to store your search terms, and keep track of which records you have seen already. Without these cookies, the Training Calendar would not work.
If you disable this cookie, we will not be able to save your preferences. This means that every time you visit this website you will need to enable or disable cookies again.
Cookie Policy
A browser cookie is a small piece of data that is stored on your device to help websites and mobile apps remember things about you. Other technologies, including Web storage and identifiers associated with your device, may be used for similar purposes. In this policy, we say “cookies” to discuss all of these technologies.
Our Privacy Policy explains how we collect and use information from and about you when you use This website and certain other Innovative Publishing Co LLC services. This policy explains more about how we use cookies and your related choices.
How We Use Cookies
Data generated from cookies and other behavioral tracking technology is not made available to any outside parties, and is only used in the aggregate to make editorial decisions for the websites. Most browsers are initially set up to accept cookies, but you can reset your browser to refuse all cookies or to indicate when a cookie is being sent by visiting this Cookies Policy page. If your cookies are disabled in the browser, neither the tracking cookie nor the preference cookie is set, and you are in effect opted-out.
In other cases, our advertisers request to use third-party tracking to verify our ad delivery, or to remarket their products and/or services to you on other websites. You may opt-out of these tracking pixels by adjusting the Do Not Track settings in your browser, or by visiting the Network Advertising Initiative Opt Out page.
You have control over whether, how, and when cookies and other tracking technologies are installed on your devices. Although each browser is different, most browsers enable their users to access and edit their cookie preferences in their browser settings. The rejection or disabling of some cookies may impact certain features of the site or to cause some of the website’s services not to function properly.
Individuals may opt-out of 3rd Party Cookies used on IPC websites by adjusting your cookie preferences through this Cookie Preferences tool, or by setting web browser settings to refuse cookies and similar tracking mechanisms. Please note that web browsers operate using different identifiers. As such, you must adjust your settings in each web browser and for each computer or device on which you would like to opt-out on. Further, if you simply delete your cookies, you will need to remove cookies from your device after every visit to the websites. You may download a browser plugin that will help you maintain your opt-out choices by visiting www.aboutads.info/pmc. You may block cookies entirely by disabling cookie use in your browser or by setting your browser to ask for your permission before setting a cookie. Blocking cookies entirely may cause some websites to work incorrectly or less effectively.
The use of online tracking mechanisms by third parties is subject to those third parties’ own privacy policies, and not this Policy. If you prefer to prevent third parties from setting and accessing cookies on your computer, you may set your browser to block all cookies. Additionally, you may remove yourself from the targeted advertising of companies within the Network Advertising Initiative by opting out here, or of companies participating in the Digital Advertising Alliance program by opting out here.