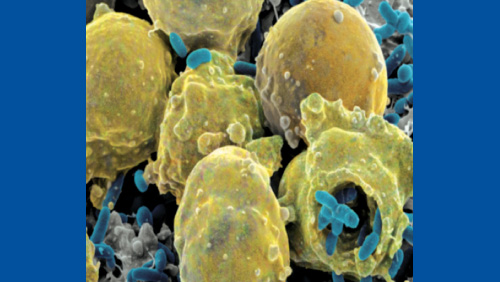
Biofilms, those slimy films of bacteria that cling to surfaces, can wreak havoc on your equipment and harbor dangerous pathogens that contaminate your products. And they are not easy to detect or remove. Charles Giambrone, Food Safety Manager, Rochester Midland, shared strategies for the detection, remediation, and control of biofilms at the Food Safety Tech Hazards Conference in April.
“Biofilms are how microbes look to survive in nature and within your food plant,” said Giambrone, “and they can form quickly—within 13 hours.”
Biofilms form on any equipment with a large surface area and, in addition to contaminating food, they can damage equipment. “Once you get biofilms on the conveyor belts, you have slippage,” said Giambrone. “Just as biofilm plague will rot your teeth, biofilms form acid that corrode equipment. Eliminating biofilms can increase performance and prolong the lifespan of equipment.”
Detection of Biofilms
If you are seeing any of the following, it is a sign that you have a biofilm(s) in your facility:
Sporadic out of spec environmental test results
Rainbow appearance on stainless steel
Decreased shelf life of product
Increased bacterial count in finished product
Spike in bacterial counts that disappear and reappear
“When you get these spikes, where the bacterial count goes down and then whips up, that is a biofilm,” said Giambrone.
Where Biofilms Like to Lurk
The most common areas for biofilm formation include dead legs, slow-moving water lines, conveyors, floors, drains, pipeline or filler gaskets, and pump valves and gasket junctions. “You must do periodic tear downs to clean gasket junctions because the CIP (clean in place system) cannot reach these areas,” he said.
Control and Remediation
Removal of biofilms requires mechanical action as well as the application of strong chemicals applied for a lengthy contact time. “You need to detach the biofilm from its surface with mechanical action,” said Giambrone. “The irreversible adhesion of biofilm prevents a CIP system’s shear flow rate forces from properly stripping biofilm from a surface.”
High water temperatures (based on the specific cleaner you are using) are necessary for removal, but Giambrone cautioned against use of the FDA-approved temperature of 180 degrees F. “You want hot water—about 130 degrees F—not scalding (180 degrees F), because scalding water fixes the protein to the surface making it harder to clean, and it’s also a safety hazard,” he said, noting that contact time is also important. “Increased contact time of cleansers/sanitizers will yield better results.”
The goal of your biofilm removal process is to detach biofilms from the surface, break down the community into small components via detergents, surfactants, and mechanical action, and then completely destroy the detached subsections via true oxidative sanitizers: PAA, chlorine or ozone.
Additional risk factors for biofilm formation include:
Extended run operations
Dry cleaning only during the week
Equipment cleaned daily but not with a stringent regimen to remove biofilms
Walls and drains not cleaned every 24 hours
The agents Giambrone recommended for biofilm remediation include: Chlorinated alkaline cleaners, acidic cleaners, EDTA (chelating agents), which remove minerals from biofilm matrix—“These are very effective in removing the biofilm from the surface,” he said—and enzymatic cleansers.
The Food Safety Tech’s Hazards Conference + CFI Think Tank “Industry & Academia Advancing Food Safety Practices, Technology and Research” took place April 3-5 in Columbus, Ohio. The event offered two days of practical education on the detection, mitigation, control and regulation of key food hazards, followed by discussion geared toward identifying gaps for research and innovation.
Sandra Eskin, Deputy Under Secretary for Food Safety, USDA FSIS, opened the program to discuss the agency’s proposed Salmonella in poultry framework. She highlighted the need for a more comprehensive approach that includes incentives to bring down the Salmonella load in birds entering the slaughterhouse, enhanced monitoring of safety measures within the facility, and enforceable product standards for raw poultry products.
Day one continued with a focus on Salmonella and Listeria. Barb Masters, VP of Regulatory Policy at Tyson Foods presented “Salmonella: What We’ve Learned and Remaining Gaps in Detection and Mitigation.” Masters highlighted key gaps in Salmonella detection, mitigation and research including:
Correlating what comes from the farm to what is entering a plant
Potential benefits of quantification testing
A better understanding of products that have the highest levels of Salmonella
Identification of virulence factors of different serotypes
The need for rapid testing methods that can be used at the plant level
Sanja Ilic, Ph.D., presented findings on the risks and most effective mitigation methods for listeria in hydroponic systems, followed by a session from Stacy Vernon, Ph.D., on recent listeria outbreaks in RTE meats and ice cream.
Attorneys Bill Marler, founder of Marler Clark, and Shawn Stevens of the Food Industry Counsel opened day two with an overview of the legal and financial risks of food safety hazards. The program continued with a focus on detection and mitigation of pathogens and biofilms.
Session Highlights
Application of Ozone for Decontamination of Fresh Produce with Al Baroudi, Ph.D., VP of Quality Assurance and Food Safety, The Cheesecake Factory, and Ahmed Yousef, Ph.D., Professor and Researcher with the Department of Food Science & Technology, OSU
Estimating Mycotoxin Exposure in Guatemala and Nigeria with Ariel Garsow, Ph.D., Food Safety Technical Specialist at the Global Alliance for Improved Nutrition (GAIN)
Mitigating the Risks of Salmonella and Listeria in Your Facility & Products with Sanjay Gummalla of the American Frozen Food Institute, and Rashmi Rani, Senior Manager of Food Safety and Quality Assurance, Schwan’s Foods
How to Use Whole Genome Sequencing in Operations To Improve Food Safety and Root Cause Analysis with Fabien Robert, Head of Zone AMS, Nestlé
Biofilm Prevention and Control Practices with Charles Giambrone, Food Safety Manager, Rochester Midland
On April 5, attendees joined the Ohio State University Center for Foodborne Illness Research and Prevention (CFI), founded and directed by Barbara Kowalcyk, for its annual “Think Tank.” The program featured student research presentations and an “Einstein Lunch” that brought members of industry together with graduate students and OSU researchers to identify gaps in research in the areas of pathogen detection and mitigation, handwashing and mycotoxins.
“We’re hoping this is the first of future collaborations with CFI and Food Safety Tech, where we have industry and academia presenting together,” said Rick Biros, founder of Food Safety Tech, the Food Safety Consortium and the Food Safety Tech Hazards Conference series. “This is something I feel both academia and industry benefit from, and I look forward to working with Barbara and CFI in the future.”
“I learned a lot myself, and it was great to see this program come together,” said Kowalcyk. “I want to thank the presenters, attendees and all the people who worked behind the scenes to make this event happen.”
Scenes from Food Safety Hazards Conference + CFI Thinktank
Salmonella and Listeria are among the most prevalent foodborne pathogens, causing untold illnesses and a significant number of recalls each year. Experts have determined that the source of this contamination often comes from the manufacturing facility. Five years ago, the FDA published, Draft Guidance for Industry: Control of Listeria Monocytogenes in Ready-To-Eat Foods(we’ve also been promised a similar guidance document for Salmonella). The Food Safety Modernization Act’s Preventive Controls for Human Foods also contains provisions for evaluation of environmental pathogens in a ready-to-eat hazard analysis.
A product’s risk level varies based on the amount of pre-packaging exposure to the environment and direct handling by employees.
The challenge with these pathogens is that they are often found in the surrounding environment, and once they enter a facility and become entrenched, these residential pathogens can cause sporadic contamination that is very hard to pinpoint. The best way to prevent this type of contamination is to design and implement a robust Environmental Monitoring Program (EMP), and many manufacturers have added these surveillance programs to their food safety systems.
Unfortunately, many do not understand that the true purpose of EMPs is to seek and destroy residential microorganisms of concern that are living inside facilities before they have a chance to proliferate and contaminate products. This key control involves swabbing surfaces around the facility in the hopes of finding any of these residential pathogens or spoilage organisms. Having a robust, written EMP that includes clear action levels for unsatisfactory results and corresponding corrective actions will help manage pathogen positives and mitigate disaster.
Defining the EMP Scope and Balancing Resources
When designing an EMP, it’s easy to understand how expensive they can become. The question is, “How extensive does your EMP really need to be?” It’s best to start with a risk assessment to understand the program size and then estimate a realistic budget.
These programs are more necessary for ready-to-eat facilities, especially ones in which the post-processed product is exposed to the environment before being safely packaged. Risk is determined by how much pre-packaging exposure the product receives, the amount of direct handling by employees, and the condition of the equipment and surrounding facility. Use this risk analysis to determine how much sampling must be done to properly survey the facility. The scope of the program (and therefore the budget) must be balanced with the risk (severity and likelihood) of contamination.
It is then important to understand the microorganism(s) of concern for your products, facility, and processes. For example, should you stick to true pathogen testing or indicator organisms, such as Aerobic Plate Count (APC or TPC), Enterobacter, or Total Coliform tests? If you do test for pathogens, Listeria is more appropriate for wet processing environments and Salmonella better for dry processing; you might need to test for both. Sometimes its beneficial to evaluate spoilage organisms, such as yeast and mold testing, depending on the risk. For example, a ketchup facility may be less worried about residential pathogens than osmophilic yeast.
Next, one must determine the frequency and number of swabs that should be taken. Most facilities are large and contain thousands of potential hiding spots for microorganisms. For this reason, understanding your facility’s risk and available resources, and prioritizing the swabbing site selection can help maximize efforts. Will a dozen swabs every quarter be sufficient? What is your level of confidence that the sampling program is sufficient to find any hidden biological hazards? Being logical about the target microorganisms and swab frequency/number can help control the budget and allow for better use of resources to accomplish the true EMP goal, minimizing risk to your product.
Creating an Acceptable Site List
Just as important as defining the microbe of concern and the frequency/number of swabs is creating a good site list. An EMP expert once advised to, “think like Salmonella.” Where is our target pathogen/microbe of concern most likely to be hiding? Factors to consider are potential ingress points (roof leaks, employee shoes), opportunities for travel (water/air flow points like drains, foot or wheeled traffic routes), and likely niches (cracks and crevasses). Also important are areas that are often missed by the sanitation crew due to inaccessibility.
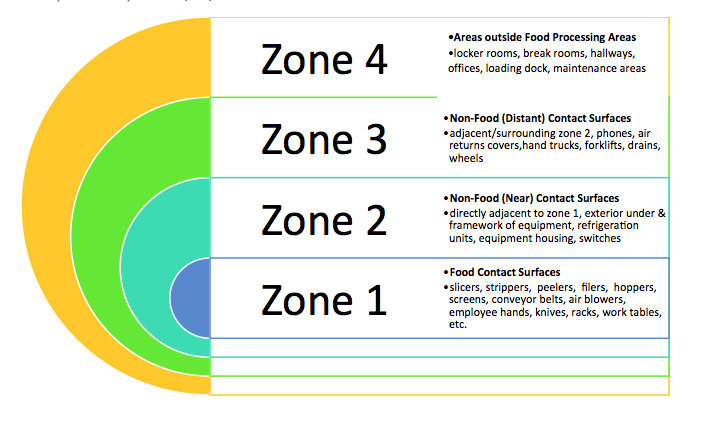
Organizing surfaces into zones is a good means of prioritizing swabbing. Zone 1 (food-contact surfaces) and Zone 2 (surfaces adjacent to food-contact surfaces) are cleaned often and not as likely to harbor hidden caches of microbes. It’s important to conduct routine verification testing of these equipment surfaces to evaluate the performance of sanitation, but this is somewhat different than the true purpose of EMP, which is to seek and destroy residential biological hazards. Zone 3 surfaces (those inside production areas but not immediately near food-contact surfaces) are the best focus for an EMP site list, and most of the surface swabbing should be concentrated in these areas.
Consider areas within the facility that could harbor microorganisms and allow biofilms to develop. Cracks, areas regularly exposed to water, and places that are very hard to reach/clean are all likely candidates. These include underneath equipment frames, inside motor casings and pumps, deep inside drains, underneath ramps and stairs and inside air vents/AC units. Cast a wide net, ensuring that all areas are rotated through the swabbing list, while prioritizing the high-risk locations.
The main stumbling block that managers face when designing EMP is challenging themselves to find problems, because once you find an issue, you must deal with the consequences.
Having a Game Plan for Unsatisfactory Results
The best way to mitigate the fear of success (finding a residential pathogen or microbial issue) is to be prepared with an action plan. This starts by defining what constitutes an unacceptable result. Pathogen results are easy (the presence of a pathogen is always unsatisfactory) but the quantitative results from indicator organisms can be tricky. How high do your Enterobacter or yeast/mold results need to be before they trigger action? What is that action?
Environmental monitoring programs are most needed in facilities that process and package ready to eat foods.
It’s all too common for unsatisfactory swabs to reemerge a few weeks after initial corrective actions because the true source of the contamination wasn’t found. Requirements for EMP corrective actions are often limited to 1) Reclean 2) Reswab and 3) Retrain. This is extremely limited and doesn’t really address the root cause. Vector swabbing is a great tool to identify root cause, as well as conduct an evaluation of variables that could spread contamination. For example, Listeria found in a drain might have originated by an unsealed wall/floor junction, a perfect microbial niche. When the crack is flooded, the biofilm periodically releases fresh contamination to spread across the floor and into the original identified drain.
Different results should trigger different responses. Certainly, reclean/retest/retrain is a smart approach, but finding the true source of the contamination and taking steps to eliminate it is vital. This might involve special cleaning, such as fogging or hiring a consultant. It might require a redesign of equipment or replace and repair of damaged or vulnerable areas. Ensure that all unsatisfactory results involve an investigation, graph results to identify trends, and communication of findings to all appropriate stakeholders.
EMP Review and Reevaluation
EMP doesn’t have to be a static program, and there’s no “one-size fits all” approach. It’s recommended to design your program based on risk and the above-mentioned variables, implement, and monitor the results. If you never find unsatisfactory results, you might need to increase your frequency/number of swabs or reevaluate your site list. Are you properly challenging yourself? Are you REALLY trying to find problems or just going through the motions to satisfy some requirement? You know your products, facility, and employees and should be able to make these determinations. Don’t be afraid to revise your EMP as a result of historical data and changing variables inside the facility. This might involve increasing your frequency/number of swabs, but the reverse might also be appropriate. Sometimes EMP can be scaled back, and those resources better used elsewhere.
The best approach to a well-written EMP is to understand the scope by considering the risk and applicable variables, employing thoughtful and risk-based logic to the design, and planning for potential unsatisfactory results with thorough corrective actions. Be mindful the true purpose of Environmental Monitoring Programs, which is to seek and destroy harmful microorganisms of concern inside your facility. A robust EMP, coupled with proper training, implementation, monitoring/trending, and communication, will go a long way towards peace of mind that your facility isn’t harboring a potential, biological hazard threat.
The food manufacturing industry has seen a shift toward increased environmental monitoring testing to help mitigate risks in food processing. But it can be difficult for producers to build out environmental monitoring programs due to the lack of detailed regulatory guidance, particularly when looking at how many samples to collect and from which locations or surfaces they should be collected.
Below are five tips to help food manufacturers build more efficient and effective environmental monitoring programs.
1. There Is No “One Size Fits All” Approach to Environmental Monitoring
A successful environmental monitoring program is one that’s customized for each facility. When creating a program or evaluating an existing program, it is important to organize a cross-functional team that includes those who are most familiar with your products and processes. This cross-functional team can help determine critical program details such as determining from which areas samples will be collected and the frequency of sample collection.
One approach is to establish a comprehensive list of every site that will be tested over time, then evaluate how often those areas should be swabbed using a risk-based approach. A risk-based approach involves determining which sites within a manufacturing plant are the highest risk and which are the lowest risk, and then testing the highest risk sites more often and the lower risk sites less often.
Risk level is based on: the proximity of the test point to the food contact surface; how difficult the area or surface is to clean or sanitize; and/or historical data and knowledge of the facility and products. The goal is to collect data from all relevant areas in the plant over time, while spending the most time on those that are highest risk.
2. You Can’t Detect What You Don’t Collect
While it seems counterintuitive, food manufacturers should be seeking positive results when conducting environmental monitoring testing. It’s important to remember that all environments can and most likely will become contaminated with a pathogen at some point in time. If an environmental monitoring program does not detect a positive result for a common environmental contaminate throughout the course of a year, it may indicate that the right areas are not being swabbed or that they are not being swabbed well enough.
When environmental monitoring programs uncover contaminated areas through positive results, it offers the opportunity for producers to implement corrective and preventative actions to improve their programs long term. A food processor’s food safety program can be seen as stronger and more reliable when the goal is to find and address the positive.
3. Use the Right Tools
A major factor in the success of environmental monitoring testing lies in the types of tools being used to collect the samples and the techniques used to collect them. When investigating tools for an environmental monitoring program, there are two key traits to keep in mind. First, it is important to ensure a collection device uses a neutralizing buffer that is effective against the sanitizers in the environment. The collection buffer should keep organisms alive long enough to run an accurate test, while also having a wide enough capacity to neutralize the sanitizer on the surface being sampled. This is an especially important consideration in processing environments that are continuously experiencing sanitizer changeovers.
Second, collection tools need to effectively access and collect organisms from the surface of the sample area. Biofilms—protective barriers of bacteria where pathogens or other organisms can thrive—are a big challenge when collecting samples. If the collection devices are not well suited to collecting or penetrating biofilms, there is a risk that the biofilm as well as all the living organisms and potential pathogens within the biofilm are not collected. Using devices that have scrub dot technology allows producers to collect the biofilm itself, creating a better sample for an even stronger environmental monitoring program.
4. Don’t Forget to Re-evaluate
To ensure you are getting the most out of your environmental monitoring program, conduct regular re-evaluations of the program. Periodic reviews are important as environmental factors are always changing. In a single year, food manufacturers may introduce new employees, new equipment, new processes, new products and new vendors. All these factors can have an impact on the quality and hygiene of the environment and the products you produce. Therefore, environmental monitoring programs should be viewed as a continuous improvement program rather than something that’s set up once and left alone.
5. Take Advantage of Education and Training Resources
Providing proper training and education for the entire environmental monitoring program team can make a significant difference in the effectiveness of the program. There are numerous educational resources available for environmental monitoring program teams. These should be utilized as you build and assess your protocols and provided to new team members. Involve the sample collection team in the process of creating the program and ensure the program protocols are readily available and understood by all team members.
Creating robust programs to help mitigate food safety risks, such as those found within a manufacturing facility’s environment, is critical to protecting consumers and your company. Despite a lack of detailed regulations around environmental monitoring program development, food manufacturers can create successful programs by customizing their protocols to their facilities, conducting routine evaluations, searching for positives, utilizing proper collection tools and providing proper training and education. Sources of potential contamination are numerous, but a strong environmental monitoring program can help find them.
This week’s episode of the 2020 Food Safety Consortium Virtual Conference Series focuses on that pesky bug lurking in many food manufacturing and processing facilities: Listeria. The following are highlights for Thursday’s session:
Listeria monocytogenes: Advancing Food Safety in the Frozen Food Industry, with Sanjay Gummalla, American Frozen Foods Institute
Shifting the Approach to Sanitation Treatments in the Food & Beverage Industry: Microbial Biofilm Monitoring, with Manuel Anselmo, ALVIM Biofilm
A Look at Listeria Detection and Elimination, with Angela Anandappa, Ph.D., Alliance for Advanced Sanitation
TechTalk on The Importance of Targeting Listeria Where It Lives, presented by Sterilex
The event begins at 12 pm ET on Thursday, October 29. Haven’t registered? Follow this link to the 2020 Food Safety Consortium Virtual Conference Series, which provides access to 14 episodes of critical industry insights from leading subject matter experts! We look forward to your joining us virtually.
The food processing environment is ripe with hot spots where biofilm can hide. A rapid biological hygiene indicator in the form of a spray gel has been developed to provide companies with a visual indication of biofilm on a surface. Once the gel makes contact with biofilm it produces foam within two minutes. Manufactured by Sterilex, Indicon Gel does not require mixing and is appropriate for seek-and-destroy missions. It enables detection of microorganisms that include Listeria, E.coli and Salmonella on both large surfaces as well as niches that cannot be accessed by a swab.
It hides in the crevices. Once it gets onto equipment, it can linger for years. It’s biofilm, a formation of bacteria that adheres to surfaces and can be quite difficult to eradicate. A host of microorganisms, including Listeria and Salmonella, are linked to biofilm contamination. The following are insights gathered from Dominique Blackman, general manager at Realzyme, LLC and Jeff Mitchell, vice president of food safety at Chemstar during Food Safety Tech’s recent Listeria Detection & Control Workshop.
Biofilm Facts
Protected by multiple layers of polysaccharides
Acts as binding site for antimicrobials as well as a diffusion site, protecting bacteria within
Mechanisms of dispersal
Active: Releases cells based on environmental changes
Passive: Occurs as a result of shear or agitation (i.e., when doing deep cleans or moving equipment)
Hot spots
Transfer points in facility
Product contact points on equipment
Drains
Seams in walls/floor-wall junctures
Door seals
Cart wheels
Overhead vents and pipes
Causes a variety of problems within food manufacturing facilities, including:
Product contamination = Economic loss (i.e., as a result of recalls)
Reduced product shelf life (i.e., result of recurring contamination)
Reduced productivity, especially when equipment isn’t cleaned properly
Bacterial resistance to disinfection
Surface corrosion (the longer biofilm is in one place, the more time it has to damage equipment)
Successful removal requires complete penetration of extracellular polymeric substance without inactivating any sanitizer
More effective environmental monitoring and improved sanitation practices, along with databases such as PulseNet, are helping the industry find Listeria contamination. However, once detected, many processing facilities have difficulty removing the bacteria.
Next month Food Safety Tech is holding a Listeria Detection & Control Workshop to educate food industry professionals about how to integrate prevention and mitigation procedures into existing sanitation, operation and testing programs. The two-day workshop, which takes place May 31 – June 1 in St. Paul, MN, will cover the basics of controlling Listeria, along with the following topics:
Detecting and penetrating biofilm
How to build an effective environmental testing program
Producing reliable testing to detect and control Listeria
Sanitation departmental role in prevention, control and mitigation
Building a master sanitation schedule
Innovative Listeria mitigation programs
Gaps in proactive food safety programs
Hygienic equipment design
Industry speakers include:
John Besser, Ph.D., deputy chief, enteric disease laboratory branch, CDC
Gina (Nicholson) Kramer, Savour Food Safety International
Dominique Blackman, Realzyme
Janet Buffer, The Kroger Company
Ken Davenport, Ph.D., 3M Food Safety
Bert de Vegt, Micreos Food Safety
Joellen Feirtag, Ph.D., University of Minnesota
Melinda Hayman, Ph.D., GMA
Sanja Illic, Ph.D., Ohio State University
Paul Lorcheim, ClorDiSys Solutions
Douglas Marshal, Ph.D., Eurofins Scientific
Jeff Mitchell, Chemstar
Megan Murn, Microbiologics
Robin Peterson, Micreos
Errol Raghubeer, Ph.D., Avure Technologies
The event takes place at the 3M Innovation Center in St. Paul, Minnesota. Workshop hours are Tuesday, May 31 from 11:00 am–6:00 pm and Wednesday, June 1 from 8:30 am–5:00 pm. For more information, visit the Listeria Detection & Control Workshop event website.
Recent recalls and outbreaks associated with Listeria coupled with FDA’s finalization of the FSMA preventive controls rule have heightened the industry’s need to focus on environmental testing programs. The need for a preventive control program with higher resolution is especially highlighted by the government’s increasing use of whole genome sequencing data to more rapidly link human illness to food processing establishments. I work with many customers who simply do not recognize all of the factors that influence their ability to detect Listeria in environmental samples. For many, an environmental sample is collected, shipped to a third-party lab, results are received within two to four days, and few questions asked. Most companies have not invested the time and resources needed to truly understand how each component of an environmental sample impacts their ability to detect Listeria. So what factors should be considered to maximize Listeria detection in the plant environment?
Learn innovative ways to mitigate the threat of Listeria at the Listeria Detection & Control Workshop | May 31–June 1, 2016 | St. Paul, MN | LEARN MOREListeria is a True Survivor
Listeria is inherently a hearty organism that can withstand highly adverse conditions in the plant environment. It is able to survive and grow across a wide range of temperatures, including refrigeration, and it is more tolerant to heat than Salmonella and E. coli. Additionally, the organism survives across a wide pH range, including extended periods in highly acidic conditions, and can survive food processing and preservation with up to 25.5% salt. These traits may result in highly injured Listeria being collected in environmental samples, and requires optimization of the sample collection and analysis process in order for detection and culture confirmation to occur.
Sanitation Programs May Not Destroy Listeria
Sanitation practices are intended to destroy Listeria in the plant environment, but not all sanitizers will be 100% effective. In some cases, sanitizers may not fully kill Listeria, leaving highly injured Listeria that may require an extended lag phase in order for growth and detection during testing. Sub-lethally injured Listeria remains a food safety concern, as the bacteria maintain the ability to recover and flourish in a nutritive environment. Additionally, Listeria readily forms biofilms in the plant environment, which many traditional sanitizers do not effectively remove. Biofilms in the plant environment may maintain low levels of Listeria that may be challenging to detect without the use of a sensitive detection method.
Sample Collection: Choose the Right Tool for the Job
The neutralizing and nutritive capacity of the collection media used with the collection device can have a significant impact on the ability to resuscitate, detect and culture stressed Listeria. When selecting a collection media, it is important to ensure that the media will effectively neutralize the sanitizers used in the plant environment. For instance, peroxyacetic acid and quaterinary ammonia-based sanitizers will not be neutralized well by commonly used collection media such as Neutralizing Buffer or Letheen Broth. Neutralization of the sanitizer in environmental samples is important in order for resuscitation and growth of any Listeria present within the sample. Additionally, use of a collection media that contains nutrients to begin the resuscitation process for Listeria immediately upon collection is also important for detection and culture confirmation of Listeria in samples. Collection media such as Neutralizing Buffer contains monopatassium phosphate, sodium thiosulfate, and aryl sulfonate complex intended only to neutralize sanitizers. Conversely, D/E Broth and HiCap Broth have components to nourish Listeria and facilitate resuscitation in addition to neutralizing sanitizers.
Enrichment Media Determines Recovery & Growth
Enrichment media plays a major role in the speed of recovery and growth of Listeria in environmental samples. Medias that facilitate faster recovery of injured Listeria allow for shortened lag phases facilitating more rapid growth. Enrichment media that facilitate faster recovery and growth allow Listeria to reach the limit of detection for screening tools more quickly. When paired with a highly sensitive method, enrichment media, which foster greater Listeria growth and recovery, can allow for significant reductions in time to results for screening methods. Additionally, faster recovery and growth of Listeria due to enrichment media can increase the likelihood of culturally confirming Listeria found at low levels pre-enrichment.
Not All Detection Methods are the Same
The ability of a detection method to find Listeria in an environmental sample is impacted by two factors: 1) method sensitivity and 2) method robustness in the presence of sanitizers. The more sensitive a rapid test method, the greater the chance of finding low levels of Listeria in an environmental sample. Low levels of Listeria in environmental samples are likely due to the injured state of Listeria in the plant environment post sanitization. Immuno-based rapid methods have a sensitivity of 105–106, DNA-based methods have a sensitivity of 104–105 and RNA based methods have a sensitivity of 102–103. Using an RNA-based method offers 1 to 2 logs greater sensitivity and greatly increases the chance of finding low-level Listeria.1 This can be particularly true when sampling conditions such as collection media or enrichment media are less than optimal for the neutralization of sanitizers and growth and recovery of Listeria.
Another important factor that influences a test method’s ability to detect Listeria in an environmental sample is the method’s ability to amplify and detect the organism in the presence of sanitizers. Most molecular-based methods do not include a sample clean up step resulting in sanitizer being present during the amplification step. For some methods, sanitizers may inhibit amplification, resulting in indeterminate or false negative results.
Confirmation Requires Optimization of the Sampling Process
The ability to culturally confirm a Listeria sample that screens positive is influenced by the entire environmental sampling process. In order to culture confirm samples with highly injured, low-level Listeria, it is necessary to optimize the sample collection media, enrichment media, and confirmation process to provide the greatest likelihood of culture recovery. If Listeria is not adequately resuscitated and able to achieve sufficient growth, the level of Listeria present in the sample post-enrichment may be below the limit of detection for culture. The likelihood of culture confirmation can be increased by incorporating steps such as a secondary enrichment or concentration via IMS capture. Culture confirmation for samples that screen positive on a rapid method can be especially challenging if a highly sensitive test method is used for screening that may detect Listeria at lower levels than culture. Thus, optimizing the environmental sample program is especially important if confirmation of screening results for highly sensitive methods is desired.
Method Sensitivity and Increased Positivity
Employing a highly sensitive screening tool for environmental samples provides a better lens to view risk within the food safety processing environment. Many companies fear that a more sensitive method will result in significant increases in positivity and cost for increased sanitation. In working with customers who have moved from immune-based methods to a highly sensitivity molecular method, I’ve observed an initial increase in positivity followed by a leveling off of low-level positivity after enhanced interventions are taken in the plant. Companies that proactively seek out and destroy Listeria in their plants are then able to maintain low level rates of positivity with routine cleaning measures, while also maintaining the confidence that they are using the best tool available for Listeria monitoring.
Understand Your Risk & Establish a Culture of Food Safety
It is important for food safety professionals to fully consider the hidden risks that may exist in their plant environment due to the environmental sample process masking the true presence of Listeria. Each component of the environmental monitoring process, sanitizer, collection media, enrichment media, detection method and culture process plays an important role in a company’s ability to be able to detect and culture confirm Listeria in the plant environment. Optimizing each step within the environmental sample process allows a company to be proactive instead of reactive. This approach creates a company culture of food safety that can seek out, detect and destroy Listeria in the plant environment, can significantly mitigate risk. The good news is that by incorporating the right food safety culture and making data-driven choices, today’s manufacturer can achieve both short-term dividends of risk reduction as well as a long-term elevation of control of its process.
Most recently we have seen an increase in foodborne illness outbreaks from Listeria to Salmonella to Norovirus to E.coli, many of which are a result of post-lethal contamination of processed foods. This is often a direct result of a gap in the sanitation programs that were in place at the processing facilities. Every facility should conduct a sanitation gap analysis on an annual basis. In order to receive unbiased feedback, this activity is best performed by a third party that is not a chemical provider.
Join Gina Kramer at the Listeria Detection & Control Workshop, May 31–June 1 in St. Paul, MN | LEARN MOREDeveloping and implementing a sound environmental hygiene program at a food processing facility is essential to its success in producing safe food for consumer consumption. There are fundamental basics of sanitation that every plant must follow in developing a strong program. The fundamental basics include: Developing sanitation standard operating procedures (SSOPs) for; Floors and drains, walls, ceilings, equipment and utensils, and employees. SSOPs must also contain perimeter control, foot traffic control into food preparation areas, zoning, and environmental sampling procedures.
VIDEO: Jeff Mitchell and Gina Kramer discuss the increase in Listeria recalls. | WATCH NOW
When developing SSOPs, using the proper risk reduction formula will lead to sanitation success. To determine the best risk reduction formula, I sought the advice of sanitation expert, Jeff Mitchell, vice president of food safety at Chemstar. Before working for Chemstar, Mitchell was the Command Food Safety Officer for the United States Department of Defense (DOD). Serving more than 20 years for the DOD has given him the opportunity to visit thousands of processing facilities all over the world, seeing the best and the worst, and assisting in finding the root cause of contamination issues and negative environmental sampling results. In this article, I share Mitchell’s risk reduction formula for sanitation success and how to use the formula to build a solid and successful sanitation program.
Foundational Science
“An understanding of the difference between transient and persistent (or resident) pathogens is a key part in the foundational science of sanitation solutions,” explained Mitchell as we discussed the details of the risk reduction formula. Transient pathogens are those that are introduced to the processing facility from the external environment. Entrance occurs from deliveries on transportation vehicles and pallets, food, and non-food products and its packaging, employees and visitors, pests and rodents, along with leaks in the roof or improper cleaning of drains, which are known reservoirs.
“Persistent pathogens are those pathogens that establish residency within the processing facility. Most bacteria will aggregate within a biofilm, allowing them to live in communities. A biofilm is a survival mode for the bacteria; it protects it from sanitizer penetration. The biofilm layers actually masks it from sampling detection. You could swab a surface or an area and not get a positive pathogen test result, because the biofilm is masking it,” Mitchell stated. He continued to explain that most contamination risks are likely from established populations. Four things need to exist for resident populations to form: Pathogen introduction, water, trace organics and niche area for attachment and growth. Food processing facilities should be most concerned about these populations, as they’re being traced to many recent outbreaks and recalls.
In his experience, Mitchell shared that sanitation efforts should focus on areas within the processing facility where moisture and nutrients are collected; both are needed for biofilm formation. Disruption of these niche areas containing biofilm can result in direct (food contact) and indirect (non-food contact) contamination if the biofilm is not completely penetrated or removed. This can occur through active and passive dispersal of pathogens. Active dispersal refers to mechanisms that are initiated by the bacteria themselves where they naturally eject from the biofilm and land on other surfaces. Passive dispersal refers to biofilm cell detachment that is mediated by external forces that shear the biofilm, causing it to move and further spread. This can be caused through fluid shear, abrasion and/or vibration due to power washing, equipment vibration, or deep cleaning/scrubbing that does not penetrate and remove all the aggregate layers of biofilm. In other words, the biofilm and pathogens are just smeared around the facility like cleaning a mirror with a greasy wiping cloth.
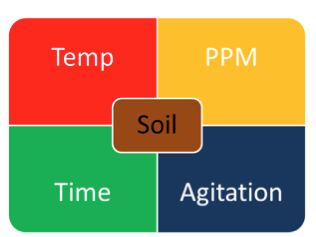
Chemistry and Application
The cleaning matrix must be considered to properly remove soils that house both transient and persistent pathogens. This is done by combining proper cleaning and sanitizing agent concentration (PPM), adequate exposure time, proper temperature and mechanical action (agitation) or good old elbow grease. If there is a decrease in one area of the matrix, then an increase in the other areas needs to be made as an accommodation to the cleaning process. My years working in industry have taught me that the most expensive quadrant of the cleaning matrix is agitation, because it requires manual labor. Reduction of labor is one of the first ways companies build in efficiencies to increase profit margins. That means a solution must be built that focuses on temperature, concentration and proper contact time to produce the sanitation results necessary to prevent persistent pathogens from establishing residency within processing facilities.
Temperature should be regulated by the type of soils that need to be removed. High fat soils need a higher temperature of about 140⁰ F. However, when removing high protein soils, the temperature needs to be reduced so that the protein is not baked onto the surface. Baked proteins that are not removed become nutrients for bacteria to aggregate and reside. High temperature is does not work in every food processing plant, Jeff explained.
Proper balance of detergent and sanitizer is necessary to remove and destroy both transient and persistent pathogens. The detergent needs to be the right formulation and contact time to break down soils and biofilms with application of the right concentration and contact time of sanitizer to kill the exposed pathogens. Without the right balance in place it can create the perfect storm for spread and contamination within the processing facility.
Validation
Do your homework. Research is the most valuable tool when validating the effectiveness of a cleaning process. Private research is good but not the only form of validation on which to base a business decision. I have found that peer reviewed published research is best to use in validating all quadrants of the cleaning matrix. Academic research based on sound science that has practical application results is worth the investment to make sound business decisions.
Many products have been developed to penetrate and destroy the biofilm layers that bacteria aggregate. Again, do your homework. Choose a product that also provides a pathogen kill once the biofilm has been penetrated. I cannot stress enough to make sure that the SSOPs follow the manufacturer’s validated processes and the sanitation team follows the SSOPs’ directions.
Solution
Applying the desired solution requires dividing the processing facility into zones to designate specific sanitation requirements. This will assist in the development of specific SSOPs that apply the right solution in the right zone throughout the site.
Mitchell also gave great advice about cleaning tools and cleaning chemical basics. He explained that a facility should color code the cleaning tools according to zone and only use them in the designated zone area. This prevents cross contamination from occurring, because cleaning tools can be vehicles of contamination transfer. Utilize foam detergents and foam sanitizers as they are more forgiving and increase contact time, and sanitation crew can see where they have applied the chemicals. Use the Ross-Miles foam test for stability: Foam should last more than three minutes before breaking and turning into a liquid solution that runs down the drain, costing a site money and opening up the potential for introducing pathogens into production rooms.
Mitchell advised the development of sanitation procedures that focus on daily thorough cleaning of everything from the knees down in Zones 1-3. “You want to knock everything down and keep it down. The objective is to keep bacterial creep from occurring,” he said. “Creep is where bacteria are moved by processes like water spray, splash and aerosolization, causing the bacteria to move from one area (it usually develops on the floor) to then move up walls and the legs of equipment, etc.— eventually causing contamination of food during food production and packaging.” Obviously, all food contact surfaces in Zone 1 need to have specialized SSOPs according to the equipment, food processing shifts per day, and type of foods that are being processed.
Mitchell stressed that perimeter and foot traffic control entry programs should incorporate a good foam sanitizer that stands up to the Ross-Miles test with optimal duration of five minutes. The distribution of the foam should cover a large enough area that the employees’ foot path and equipment must travel through the foam to achieve contact to control transient pathogen entrance into Zones 1–3. Concentration levels of these areas should be at least double what the food contact area strength is for effectiveness of log kill needed for control.
Environmental monitoring procedures should follow the zoning process set up for sanitation. “Swabbing for Adenosine Triphosphate (ATP) and/or Aerobic plate count (APC) are tools that can be used to help identify biofilm locations. One thing to note is that the bacteria located under the biofilm are in a modified dormant state requiring less energy and making less ATP available for detection. With that said, ATP and APC swabbing are still both viable tools to use in sanitation verification,” said Mitchell. If you only test for general risk pathogens in your facility you may receive false negatives due to biofilm masking the pathogen from showing up as a positive in environmental testing. Utilizing both general pathogen, ATP and APC in concert, is the best combination in a facility’s environmental monitoring program. The goal is to seek and find then destroy and verify.
I recently discovered a great biofilm visual detection test from Realzyme that is wonderful to use to verify whether the sanitation system in place is working. It can also differentiate between protein build-up and biofilm formation. In my professional opinion, this visual detection test is essential to incorporate in a robust environmental testing system.
Safe Food: The End Product
Our responsibility as food safety/quality professionals is to provide the safest, most delicious food for our customers to enjoy. To ensure safe food in our end product, we need to develop a robust sanitation and environmental testing program that follows the risk reduction formula (Foundational Science + Chemistry & Application + Validation = Solution) and conduct an annual sanitation gap analysis by a third-party expert for continuous improvements.
Apply these steps to protect your food, protect your brand and protect your customers so that they Savor Safe Food in every bite!
This website uses cookies so that we can provide you with the best user experience possible. Cookie information is stored in your browser and performs functions such as recognising you when you return to our website and helping our team to understand which sections of the website you find most interesting and useful.
Strictly Necessary Cookies
Strictly Necessary Cookies should be enabled at all times so that we can save your preferences for these cookie settings.
We use tracking pixels that set your arrival time at our website, this is used as part of our anti-spam and security measures. Disabling this tracking pixel would disable some of our security measures, and is therefore considered necessary for the safe operation of the website. This tracking pixel is cleared from your system when you delete files in your history.
We also use cookies to store your preferences regarding the setting of 3rd Party Cookies.
If you visit and/or use the FST Training Calendar, cookies are used to store your search terms, and keep track of which records you have seen already. Without these cookies, the Training Calendar would not work.
If you disable this cookie, we will not be able to save your preferences. This means that every time you visit this website you will need to enable or disable cookies again.
Cookie Policy
A browser cookie is a small piece of data that is stored on your device to help websites and mobile apps remember things about you. Other technologies, including Web storage and identifiers associated with your device, may be used for similar purposes. In this policy, we say “cookies” to discuss all of these technologies.
Our Privacy Policy explains how we collect and use information from and about you when you use This website and certain other Innovative Publishing Co LLC services. This policy explains more about how we use cookies and your related choices.
How We Use Cookies
Data generated from cookies and other behavioral tracking technology is not made available to any outside parties, and is only used in the aggregate to make editorial decisions for the websites. Most browsers are initially set up to accept cookies, but you can reset your browser to refuse all cookies or to indicate when a cookie is being sent by visiting this Cookies Policy page. If your cookies are disabled in the browser, neither the tracking cookie nor the preference cookie is set, and you are in effect opted-out.
In other cases, our advertisers request to use third-party tracking to verify our ad delivery, or to remarket their products and/or services to you on other websites. You may opt-out of these tracking pixels by adjusting the Do Not Track settings in your browser, or by visiting the Network Advertising Initiative Opt Out page.
You have control over whether, how, and when cookies and other tracking technologies are installed on your devices. Although each browser is different, most browsers enable their users to access and edit their cookie preferences in their browser settings. The rejection or disabling of some cookies may impact certain features of the site or to cause some of the website’s services not to function properly.
Individuals may opt-out of 3rd Party Cookies used on IPC websites by adjusting your cookie preferences through this Cookie Preferences tool, or by setting web browser settings to refuse cookies and similar tracking mechanisms. Please note that web browsers operate using different identifiers. As such, you must adjust your settings in each web browser and for each computer or device on which you would like to opt-out on. Further, if you simply delete your cookies, you will need to remove cookies from your device after every visit to the websites. You may download a browser plugin that will help you maintain your opt-out choices by visiting www.aboutads.info/pmc. You may block cookies entirely by disabling cookie use in your browser or by setting your browser to ask for your permission before setting a cookie. Blocking cookies entirely may cause some websites to work incorrectly or less effectively.
The use of online tracking mechanisms by third parties is subject to those third parties’ own privacy policies, and not this Policy. If you prefer to prevent third parties from setting and accessing cookies on your computer, you may set your browser to block all cookies. Additionally, you may remove yourself from the targeted advertising of companies within the Network Advertising Initiative by opting out here, or of companies participating in the Digital Advertising Alliance program by opting out here.