Novolyze, developer of food safety and quality digitalization technology and solutions, was recognized as the Most Innovative Food Safety and Quality Software Company of 2023 by New World Report’s Software and Technology Awards.
The Software and Technology Awards, now in their fourth year, recognize companies across North and South America that demonstrate excellence, innovation, and a commitment to advancing technology. Novolyze’s patented technologies provide a comprehensive view of environmental monitoring, process control, sanitation, and other critical aspects of food safety and quality.
“New World Report’s award affirms Novolyze’s mission to revolutionize the food industry,” said Novolyze CEO Karim-Franck Khinouche. “Our SMART Food Safety & Quality platform of solutions ensures product safety without the need for costly testing, empowering efficient and waste-minimized food production, transforming our customers processes so consumers can enjoy safe, high-quality products with confidence.”
Novolyze recently appointed Laurent Vernerey to its Board of Directors. Vernerey brings more than 25 years of experience in industrial software to the board. He is currently an investor and board member of Tulip.co, a leading provider of no-code software for the industrial workforce. Prior to that, he held executive positions at Acuity Brands, where he oversaw its Technology Group, and Schneider Electric, as CEO for North America with an extensive software portfolio including Wonderware and Foxboro.
“Novolyze is at a pivotal time in the company’s growth, which makes it an exciting time to join their Board of Directors,” said Vernerey. “Novolyze has developed a truly innovative platform that is transforming the way food and beverage companies collect, analyze and leverage data. I am confident that my experience will help Novolyze achieve its ambitious goals.”
Drains can harbor pathogens and biofilms in facilities and have been cited as the cause of a Salmonella Motevideo outbreak in Quebec, Canada. For “Investigation of a Salmonella Montevideo Outbreak Related to the Environmental Contamination of a Restaurant Kitchen Drainage System, Québec, Canada, 2020–2021,” (Journal of Food Protection, October 2023), researchers André Paradis, Marie-France Beaudet, Marianne Boisvert Moreau and Caroline Huot, documented the investigation into the outbreak that affected at least 67 people between January 1, 2020 and August 13, 2021. An epidemiological investigation that included whole genome sequencing found that 66% of cases were directly linked to a restaurant in the area.
After an initial evaluation of hygiene, food safety, cases of illness among workers and food sampling failed to establish the source of the outbreak, environmental samples showed that the restaurant’s kitchen drains were contaminated with the same strain of Salmonella Montevideo as the cases in the outbreak. Several cleaning and disinfection methods were used repeatedly. When environmental sampling at the restaurant sites was repeatedly and consecutively negative, cases in the community stopped.
Over the course of the epidemiologic investigation, public health responders learned that the restaurant had experienced an accidental fire in its kitchen before the Salmonella Montevideo outbreak began. According to the Québec City fire department’s incident report, the fire started in—and was limited to—the oven used for cooking chicken.
The authors posited that the fire in the kitchen, which required emergency response from firefighters who used a powder extinguisher first, then a water jet to contain and extinguish the flames, may have played a role in the contamination of the restaurant’s sinks and drains.
The authors concluded that, “The most plausible explanation for the origin of this outbreak remains the contamination of the drains in Restaurant A. The presence of contaminated biofilm in the restaurant’s kitchen drainage system may have had a role to play in the extended duration of this outbreak.”
A study published in Frontiers in Sustainable Food Systems (May 2023) looked at Listeria monocytogenes (Lm) contamination patterns in three produce processing facilities—one with a cut iceberg lettuce line, one with a cut fruit line and one with a salad bowl line. Lead author Ana Allende, Ph.D., and her team from the CEBAS-CSIC research institute in Spain also tested biocides against resident Lm populations to gauge efficacy and potential loss of sensitivity.
The two-year project was designed to yield practical data about produce facilities’ environmental monitoring plans as well as the efficacy of sanitation programs.
Their first objective was to understand how different factors such as zoning, sanitary design and connectivity affected the probability of contamination in different fresh produce processing facilities. In the case of salad bowls, the ingredients included not only leafy greens and other vegetables but also proteins from meat, fish and cheese, or pastas from different sources.
The researchers divided the processing areas into three zones based on their proximity to contact with the produce. Zone 1 involved areas with direct contact, such as knives and conveyor belts. Zone 2 included surfaces that did not contact food but were in close proximity. Zone 3 included more remote noncontact surfaces, such as drains, floors and ceilings, that could potentially lead to contaminating zones 1 and 2.
The researchers conducted systematic sampling of the facilities at the end of the day before cleaning and sanitizing. They also resampled the three processing lines after the cleaning and disinfection activities. In addition to the more than 600 total samples from the three zones, the researchers collected 45 samples from raw ingredients and end products.
Findings
Regardless of the facility, the highest number of positive Lm samples came from Zone 3. Whole genome sequencing revealed that the same two serotypes of Lm were found on the three processing lines after the two samplings, before and after cleaning.
“This makes us understand that these serotypes are inherent and are moving from zone 3 to zone 1,” said Allende.
When evaluating the efficacy of biocides against resident Lm isolates, “we found, indeed, all of the isolates obtained from the environment after cleaning were sensitive to the biocides,” she said.
While the research aimed to provide relevant results for the three cooperating produce processors, it also has broader implications for the produce industry about how they should conduct environmental monitoring including sampling after processing just before cleaning, Allende said. In addition, it should help processors better understand the main contamination points in zone 1 and how they relate to identical or similar Lm sequence types in zones 2 and 3.
“One of the hypotheses we had was the raw material was introducing much of the Listeria,” she said. “This was before we did sampling and the whole genome sequencing to understand the isolates and that they were not all coming from the raw material. Some of the contamination was probably coming from zone 3 in the different processing facilities.”
Listeria monocytogenes continues to be a key factor in food recalls. While it is not the most common pathogen behind foodborne illness, it does have a high mortality rate. Listeria is hearty. It thrives in cold, moist environments, can grow under refrigeration temperatures and is salt tolerant. The risk of listeria contamination can be reduced through stringent sanitation, and environmental monitoring and testing. But far too often, it takes an outbreak or recall for companies to truly understand the efforts needed to find and destroy it in their facilities.
At Food Safety Tech’s Hazards Conference in Columbus, Ohio, in April, Stacy Vernon, Food Safety Operations and Program Manager at CIFT, an Ohio Manufacturing Partner, shared lessons learned from food companies that have experienced Listeria in their facilities and resulting product recalls.
Lesson Learned: Regulatory Requirements
The regulatory requirements related control of listeria monocytogenes can be found at USDA 9 CFR Part 430.4 and FDA 21 CFR Part 117. Both agencies offer guidance documents that serve as valuable resources that food companies can use to build their food safety programs:
“The question is, are your people reading these? Are they aware they exist?” asked Vernon. “In speaking with companies who have gone through recalls, many were not even aware these guidance documents existed or were not utilizing them.”
Lesson Learned: Sanitation Program Shortcomings
“Sanitation is the No. 1 program that you need to have on point,” said Vernon. “Unfortunately, labor shortages and turnover have made this a big challenge in recent years.”
Issues that companies uncovered following recalls include:
A lack of understanding of the difference between cleaning and sanitizing
Sanitation teams not given enough time to properly sanitize equipment
Lack of easy access to the tools needed to sanitize properly
Lack of training on what biofilms are and how to detect them
“Sanitation teams tend to be small, and they need to be everywhere,” said Vernon. “Are you looking at their foot traffic? Your sanitation team should get, at least, general training on food safety and pathogens. Make sure this department is not overlooked because they do pose one of the highest risks of cross contamination.”
Lesson Learned: Poor Sanitary Design
Companies cited similar shortcomings in sanitary design. Vernon recommended that companies implement the following practices, if they are not currently following them:
Involve your food safety professionals in the purchase of new equipment
If purchasing used equipment, make sure that it has been maintained
Google “Sanitary Design Checklist.” These free downloads are available from the American Meat Institute, U.S. Dairy and other organizations and are great resources
Look for facility and equipment design flaws, such as cracks or separations in the floor, exposed threads, hallow pipes not sealed, bad welds, and water/product accumulation points
“Drain maintenance is also key. One company uses a snake to swab their drains, so they know if they have listeria before it works its way back up into the facility,” said Vernon.
The goals of an environmental monitoring program (EMP) is to aggressively seek and destroy pathogens. “You need to know where listeria is entering the facility, where it harbors and how it moves in your facility so you can effectively eradicate it,” said Vernon. “There is still a mentality that people are scared to find it, so they swab the safest areas. We need to change that mindset to ‘I want to find it and I want to eliminate it.’”
EMPs need to be tailored to your specific facility. Some of the issues companies found with their EMPs following recalls included a lack of internal knowledge to build a comprehensive and custom program and failure to swab properly. “Ask yourself, who is responsible for setting up our EMP and can they do it alone, or do we need outside expertise?” said Vernon.
When swabbing, you need to apply pressure and seek out hard to reach areas. When determining which zones to swab, consider the following:
Your risk assessment and hazard analysis
Previous environmental monitoring data collected
Visual appearance of surface
Products produced and intended users
Potential for growth after packaging
“Focus on areas where RTE products are exposed. Companies often do not want to swab Zone 1, but one company that went through a recall has implemented swabbing in Zone 1 while they are sampling their products,” said Vernon. “Their reasoning is, the products are already on hold and if they have to throw one shift of product away, it costs much less than a recall or outbreak.”
Lesson Learned: Lack of Employee Knowledge
Several of the companies Vernon spoke with found that they had inadequate food safety and pathogen training and knowledge at all levels; and that they did not have a good sense of employee traffic flow and habits. “When is the last time you stepped back to evaluate traffic flow in your facility?” asked Vernon. “Companies that took the time to evaluate traffic flow and employee practices were often surprised that they did not understand their employees’ movement within the facility or work habits.”
Key areas to investigate include:
How do employees and product move through your facility?
What is your footwear policy?
Are employees following appropriate GMPs for handwashing, PPE, product handling, etc.?
Are sanitation employees cleaning properly?
“Changing employee practices doesn’t take a lot of capital,” said Vernon. “It is one of the cheapest ways to mitigate risk.”
Lesson Learned: Not Reassessing Programs
EMP and sanitation programs should be reassessed when findings occur or changes happen in the facility, including anytime you bring in new equipment. “Start with a document review and then reassessment of your environmental monitoring program,” said Vernon.
Salmonella and Listeria are among the most prevalent foodborne pathogens, causing untold illnesses and a significant number of recalls each year. Experts have determined that the source of this contamination often comes from the manufacturing facility. Five years ago, the FDA published, Draft Guidance for Industry: Control of Listeria Monocytogenes in Ready-To-Eat Foods(we’ve also been promised a similar guidance document for Salmonella). The Food Safety Modernization Act’s Preventive Controls for Human Foods also contains provisions for evaluation of environmental pathogens in a ready-to-eat hazard analysis.
A product’s risk level varies based on the amount of pre-packaging exposure to the environment and direct handling by employees.
The challenge with these pathogens is that they are often found in the surrounding environment, and once they enter a facility and become entrenched, these residential pathogens can cause sporadic contamination that is very hard to pinpoint. The best way to prevent this type of contamination is to design and implement a robust Environmental Monitoring Program (EMP), and many manufacturers have added these surveillance programs to their food safety systems.
Unfortunately, many do not understand that the true purpose of EMPs is to seek and destroy residential microorganisms of concern that are living inside facilities before they have a chance to proliferate and contaminate products. This key control involves swabbing surfaces around the facility in the hopes of finding any of these residential pathogens or spoilage organisms. Having a robust, written EMP that includes clear action levels for unsatisfactory results and corresponding corrective actions will help manage pathogen positives and mitigate disaster.
Defining the EMP Scope and Balancing Resources
When designing an EMP, it’s easy to understand how expensive they can become. The question is, “How extensive does your EMP really need to be?” It’s best to start with a risk assessment to understand the program size and then estimate a realistic budget.
These programs are more necessary for ready-to-eat facilities, especially ones in which the post-processed product is exposed to the environment before being safely packaged. Risk is determined by how much pre-packaging exposure the product receives, the amount of direct handling by employees, and the condition of the equipment and surrounding facility. Use this risk analysis to determine how much sampling must be done to properly survey the facility. The scope of the program (and therefore the budget) must be balanced with the risk (severity and likelihood) of contamination.
It is then important to understand the microorganism(s) of concern for your products, facility, and processes. For example, should you stick to true pathogen testing or indicator organisms, such as Aerobic Plate Count (APC or TPC), Enterobacter, or Total Coliform tests? If you do test for pathogens, Listeria is more appropriate for wet processing environments and Salmonella better for dry processing; you might need to test for both. Sometimes its beneficial to evaluate spoilage organisms, such as yeast and mold testing, depending on the risk. For example, a ketchup facility may be less worried about residential pathogens than osmophilic yeast.
Next, one must determine the frequency and number of swabs that should be taken. Most facilities are large and contain thousands of potential hiding spots for microorganisms. For this reason, understanding your facility’s risk and available resources, and prioritizing the swabbing site selection can help maximize efforts. Will a dozen swabs every quarter be sufficient? What is your level of confidence that the sampling program is sufficient to find any hidden biological hazards? Being logical about the target microorganisms and swab frequency/number can help control the budget and allow for better use of resources to accomplish the true EMP goal, minimizing risk to your product.
Creating an Acceptable Site List
Just as important as defining the microbe of concern and the frequency/number of swabs is creating a good site list. An EMP expert once advised to, “think like Salmonella.” Where is our target pathogen/microbe of concern most likely to be hiding? Factors to consider are potential ingress points (roof leaks, employee shoes), opportunities for travel (water/air flow points like drains, foot or wheeled traffic routes), and likely niches (cracks and crevasses). Also important are areas that are often missed by the sanitation crew due to inaccessibility.
Organizing surfaces into zones is a good means of prioritizing swabbing. Zone 1 (food-contact surfaces) and Zone 2 (surfaces adjacent to food-contact surfaces) are cleaned often and not as likely to harbor hidden caches of microbes. It’s important to conduct routine verification testing of these equipment surfaces to evaluate the performance of sanitation, but this is somewhat different than the true purpose of EMP, which is to seek and destroy residential biological hazards. Zone 3 surfaces (those inside production areas but not immediately near food-contact surfaces) are the best focus for an EMP site list, and most of the surface swabbing should be concentrated in these areas.
Consider areas within the facility that could harbor microorganisms and allow biofilms to develop. Cracks, areas regularly exposed to water, and places that are very hard to reach/clean are all likely candidates. These include underneath equipment frames, inside motor casings and pumps, deep inside drains, underneath ramps and stairs and inside air vents/AC units. Cast a wide net, ensuring that all areas are rotated through the swabbing list, while prioritizing the high-risk locations.
The main stumbling block that managers face when designing EMP is challenging themselves to find problems, because once you find an issue, you must deal with the consequences.
Having a Game Plan for Unsatisfactory Results
The best way to mitigate the fear of success (finding a residential pathogen or microbial issue) is to be prepared with an action plan. This starts by defining what constitutes an unacceptable result. Pathogen results are easy (the presence of a pathogen is always unsatisfactory) but the quantitative results from indicator organisms can be tricky. How high do your Enterobacter or yeast/mold results need to be before they trigger action? What is that action?
Environmental monitoring programs are most needed in facilities that process and package ready to eat foods.
It’s all too common for unsatisfactory swabs to reemerge a few weeks after initial corrective actions because the true source of the contamination wasn’t found. Requirements for EMP corrective actions are often limited to 1) Reclean 2) Reswab and 3) Retrain. This is extremely limited and doesn’t really address the root cause. Vector swabbing is a great tool to identify root cause, as well as conduct an evaluation of variables that could spread contamination. For example, Listeria found in a drain might have originated by an unsealed wall/floor junction, a perfect microbial niche. When the crack is flooded, the biofilm periodically releases fresh contamination to spread across the floor and into the original identified drain.
Different results should trigger different responses. Certainly, reclean/retest/retrain is a smart approach, but finding the true source of the contamination and taking steps to eliminate it is vital. This might involve special cleaning, such as fogging or hiring a consultant. It might require a redesign of equipment or replace and repair of damaged or vulnerable areas. Ensure that all unsatisfactory results involve an investigation, graph results to identify trends, and communication of findings to all appropriate stakeholders.
EMP Review and Reevaluation
EMP doesn’t have to be a static program, and there’s no “one-size fits all” approach. It’s recommended to design your program based on risk and the above-mentioned variables, implement, and monitor the results. If you never find unsatisfactory results, you might need to increase your frequency/number of swabs or reevaluate your site list. Are you properly challenging yourself? Are you REALLY trying to find problems or just going through the motions to satisfy some requirement? You know your products, facility, and employees and should be able to make these determinations. Don’t be afraid to revise your EMP as a result of historical data and changing variables inside the facility. This might involve increasing your frequency/number of swabs, but the reverse might also be appropriate. Sometimes EMP can be scaled back, and those resources better used elsewhere.
The best approach to a well-written EMP is to understand the scope by considering the risk and applicable variables, employing thoughtful and risk-based logic to the design, and planning for potential unsatisfactory results with thorough corrective actions. Be mindful the true purpose of Environmental Monitoring Programs, which is to seek and destroy harmful microorganisms of concern inside your facility. A robust EMP, coupled with proper training, implementation, monitoring/trending, and communication, will go a long way towards peace of mind that your facility isn’t harboring a potential, biological hazard threat.
Months after the most high-profile product recalls in U.S. history, grocery stores are replenishing their supplies of baby formula. While the news remains fresh in everyone’s memory, food manufacturers have an opportunity to reflect on the mistakes that brought about this tragic event.
Abbott Nutrition, which produces about one-fourth of the nation’s infant formula, will be associated with this year’s baby formula shortage for years because it failed on so many levels to keep products safe at its plant in Sturgis, Michigan.
Many of the factors behind this crisis could have been easily avoided or at least quickly corrected. Instead, it took a whistleblower to alert the FDA, citing falsified records, releasing of untested products, sanitation problems, information hidden from auditors, failure to take corrective actions, and traceability issues.
In addition to near irreparable damage to its brand, Abbott Nutrition and members of its executive team are facing regulatory actions, criminal prosecution, and lawsuits.
The formula recall offers an opportunity for food manufacturers to learn from Abbott’s mistakes and to prepare for intensified scrutiny from federal regulators. Let’s dive into some of the most important lessons learned from the Abbott baby formula recall.
Empower Employees
Your frontline employees are your best defense for maintaining food and workplace safety. Make sure they know they won’t face retaliation for reporting incidents. In Abbott’s case, the whistleblower talked about retaliation against employees for reporting food safety concerns. And some employees were afraid they might lose their jobs if they raised concerns.
Take Corrective Actions
A failure to take effective corrective action was a big issue across the board for Abbott and something that all companies find difficult to do. Unfortunately, in the food industry, it’s much more common to put a band-aid on a symptom than conduct a root cause analysis to identify a problem. Fix the root problem as soon as you discover it so you’re not fighting the same fire day after day.
Ensure Record-Keeping Integrity
This seems obvious, but many food manufacturers still don’t have a formalized process to maintain proper record-keeping practices. This process should be documented and shared when necessary with auditors, and there should always be a zero-tolerance policy to prevent falsified records.
Provide Audit Transparency
During the Abbott investigation and audits, there was a lack of transparency and a willingness to withhold information. This can be a fine line to walk. When your workers’ and customers’ health and safety are on the line, it’s critical to be as forthcoming as possible. When preparing for audits, there is the temptation to answer questions only when asked and to avoid volunteering additional information. However, this mentality can mask problems that will eventually come to light.
Establish Proper Sanitation Practices
Many food manufacturers fail to maintain, validate, and consistently implement proper sanitation procedures. Sanitation jobs can be challenging. They involve cold and wet processing environments and are usually worked during third shifts. Most companies struggle with an excessively high employee turnover in these positions. And with few workers on hand, they strive to prepare for the next shift in just a few hours. Maintaining sanitation procedures is a big challenge for many companies, but critical to delivering safe food products.
Validate Environmental Monitoring
Food manufacturers should have environmental monitoring programs in place where they test equipment and the processing environment for various pathogens. From food contact surfaces to areas inside the processing room—including floors, walls, and drains—to outside processing areas like break rooms and common hallways, it is imperative to identify the correct sites to sample, ensure adequate sampling frequency, and act when necessary based on the results.
Establish Traceability
Food manufacturers need to be able to trace all raw materials, packaging materials, processing aids, and anything else that goes into their finished product, as well as their shipping processes and destinations. Most companies have a good idea of where products are shipped, but they’re not as adept at tracing the raw materials and processing aids that come into their manufacturing facilities. That was one of the issues cited with Abbott Nutrition, and it’s a problem in the food industry.
Ensure Redundancy and Sustainability in the Supply Chain
Our country relies too much on just a few manufacturers to supply critical food supplies in too many areas. In the case of Abbott Nutrition, one major factory shutdown sent shockwaves through the industry and panicked consumers. Food manufacturers must have backup plans and processes in place in case of recalls, fires, tornados, floods, sabotage, or any other issue that might bring their operations to a halt.
These are some of the most prominent lessons we can all learn from Abbott’s missteps around their baby formula recall. The food industry must do as much as possible to ensure a safe and sustainable food supply. This means evaluating food safety and quality assurance systems to identify potential risks and reassessing programs to create a stronger food safety quality assurance system.
It’s also critical to develop a robust food safety culture across the entire company from the top down. Every manufacturer needs to be proactive in maintaining food safety. No company should rely on inspectors or auditors to discover their issues. They must anticipate questions and problems that can occur during audits through robust internal review processes. This not only allows them to pass their audits but also gives them the ability to proactively identify and address issues before they become major violations or national recalls that make headlines.
The food manufacturing industry has seen a shift toward increased environmental monitoring testing to help mitigate risks in food processing. But it can be difficult for producers to build out environmental monitoring programs due to the lack of detailed regulatory guidance, particularly when looking at how many samples to collect and from which locations or surfaces they should be collected.
Below are five tips to help food manufacturers build more efficient and effective environmental monitoring programs.
1. There Is No “One Size Fits All” Approach to Environmental Monitoring
A successful environmental monitoring program is one that’s customized for each facility. When creating a program or evaluating an existing program, it is important to organize a cross-functional team that includes those who are most familiar with your products and processes. This cross-functional team can help determine critical program details such as determining from which areas samples will be collected and the frequency of sample collection.
One approach is to establish a comprehensive list of every site that will be tested over time, then evaluate how often those areas should be swabbed using a risk-based approach. A risk-based approach involves determining which sites within a manufacturing plant are the highest risk and which are the lowest risk, and then testing the highest risk sites more often and the lower risk sites less often.
Risk level is based on: the proximity of the test point to the food contact surface; how difficult the area or surface is to clean or sanitize; and/or historical data and knowledge of the facility and products. The goal is to collect data from all relevant areas in the plant over time, while spending the most time on those that are highest risk.
2. You Can’t Detect What You Don’t Collect
While it seems counterintuitive, food manufacturers should be seeking positive results when conducting environmental monitoring testing. It’s important to remember that all environments can and most likely will become contaminated with a pathogen at some point in time. If an environmental monitoring program does not detect a positive result for a common environmental contaminate throughout the course of a year, it may indicate that the right areas are not being swabbed or that they are not being swabbed well enough.
When environmental monitoring programs uncover contaminated areas through positive results, it offers the opportunity for producers to implement corrective and preventative actions to improve their programs long term. A food processor’s food safety program can be seen as stronger and more reliable when the goal is to find and address the positive.
3. Use the Right Tools
A major factor in the success of environmental monitoring testing lies in the types of tools being used to collect the samples and the techniques used to collect them. When investigating tools for an environmental monitoring program, there are two key traits to keep in mind. First, it is important to ensure a collection device uses a neutralizing buffer that is effective against the sanitizers in the environment. The collection buffer should keep organisms alive long enough to run an accurate test, while also having a wide enough capacity to neutralize the sanitizer on the surface being sampled. This is an especially important consideration in processing environments that are continuously experiencing sanitizer changeovers.
Second, collection tools need to effectively access and collect organisms from the surface of the sample area. Biofilms—protective barriers of bacteria where pathogens or other organisms can thrive—are a big challenge when collecting samples. If the collection devices are not well suited to collecting or penetrating biofilms, there is a risk that the biofilm as well as all the living organisms and potential pathogens within the biofilm are not collected. Using devices that have scrub dot technology allows producers to collect the biofilm itself, creating a better sample for an even stronger environmental monitoring program.
4. Don’t Forget to Re-evaluate
To ensure you are getting the most out of your environmental monitoring program, conduct regular re-evaluations of the program. Periodic reviews are important as environmental factors are always changing. In a single year, food manufacturers may introduce new employees, new equipment, new processes, new products and new vendors. All these factors can have an impact on the quality and hygiene of the environment and the products you produce. Therefore, environmental monitoring programs should be viewed as a continuous improvement program rather than something that’s set up once and left alone.
5. Take Advantage of Education and Training Resources
Providing proper training and education for the entire environmental monitoring program team can make a significant difference in the effectiveness of the program. There are numerous educational resources available for environmental monitoring program teams. These should be utilized as you build and assess your protocols and provided to new team members. Involve the sample collection team in the process of creating the program and ensure the program protocols are readily available and understood by all team members.
Creating robust programs to help mitigate food safety risks, such as those found within a manufacturing facility’s environment, is critical to protecting consumers and your company. Despite a lack of detailed regulations around environmental monitoring program development, food manufacturers can create successful programs by customizing their protocols to their facilities, conducting routine evaluations, searching for positives, utilizing proper collection tools and providing proper training and education. Sources of potential contamination are numerous, but a strong environmental monitoring program can help find them.
In today’s digital-first world, it might be surprising for those outside of the food manufacturing industry to learn that paper and pen are still considered state-of-the-art documentation tools. Answering food safety and quality questions such as: “What was the underlying cause of this customer complaint?” or “What caused the production halt this morning?” still require hours of research across paper documents, emails and spreadsheets. Maybe even the odd phone call or text message.
The good news is that many food safety and quality problems can be solved by leveraging modern-day technology. The challenge is taking that first step. By applying the following best practices, organizations can take small steps that lead to substantial benefits, including optimized food safety and quality programs, happier employees and safer operations.
Digital Transformation Best Practices
What if all the information food safety professionals require could be accessible through one unified interface and could proactively point to actions that should be taken? It can, with the right mindset and the right strategy.
While there is no “flip of a switch” to become digitally empowered, best practices exist for where to start. And, early adopters are injecting innovation into food safety programs with simple, but powerful technology.
Look Inward
Too often, food safety professionals push forward on a path to digital transformation by evaluating software and business applications against features and/or cost. But before taking this approach, it is important to look at existing food safety programs, identify where incremental improvements can be made and determine the potential return on a new technology investment.
Self-awareness is a beneficial leadership skill, but it’s also the key driver in understanding an organization’s business needs for food safety. Food safety professionals need to get real about common pain points, such as inconsistent or insufficient data, non-standardized practices, and delayed reporting. This is not the time to gloss over problems with processes or tools. Only by clearly documenting the challenges upfront will organizations be able to find the best solutions.
As one example, a common pain point is managing different formats and timing of reporting across facilities. See if this sounds familiar: “Well, Dallas sends an Excel spreadsheet every week, but Toledo only sends it on a monthly basis, while Wichita sends it monthly most of the time, but it’s never in the same format.”
Start out by identifying similar problems to help define the business objective, which will help determine how technology can be most effectively applied.
Eat, Sleep, Food Safety, Repeat
Food safety processes should constantly evolve to enable continued improvements in food safety outcomes. With that in mind, it’s helpful to dust off the corporate SOP and review it, especially if an organization is moving to a digital program. A common mistake many food manufacturers make is asking technology providers to configure an application based solely off the corporate protocol, only to discover at go-live that users don’t follow that protocol.
To avoid this situation, consider the following questions:
Why are food safety professionals not completing processes by the book?
Is that similar with every site?
Why has it been that way for so long?
Why did food safety professionals start to stray?
By locking down processes and identifying the desired way forward, leaders can configure a new application with the latest information and updated decisions. At a minimum, this step will help identify current issues that should be addressed, which can become measurable goals for the use of the new technology, ideally emphasizing the most pressing problems.
Less is More
Digital transformation doesn’t always need to become a “fix-all” project. Instead, it may revolve around a single operational initiative or business decision. For example, food safety professionals often maintain a spreadsheet with usernames and passwords for countless applications, some of which overlap in functionality and/or require a separate login for each facility. This is not only a safety concern, it’s an easy entry point when moving to a digital approach.
Consolidation of applications is a natural step from the standpoint of feasibility and fiscal responsibility. So, look for digital transformation opportunities that result in fewer applications and more consolidation.
Don’t Rush It
While digital transformation is inevitable, Rome wasn’t built in a day and neither should be an organization’s digital strategy. Unfortunately, the decision to go digital is often made, and a go-live date chosen, before determining what transformation requires, which is a clear-cut recipe for failure.
Technical vendors should play a key role in developing an effective implementation strategy, including sharing onboarding, planning, configuration and go-live best practices.
While technology is here to help the world become smarter about food safety, it is not here to replace human experience. Food safety leaders should continue to augment processes through supplemental technologies, rather than view technology as a full takeover of current approaches.
Barriers to entry for digital transformation are being lowered, as the ease of adoption of the underlying technologies continues to advance and access via cloud-based applications improves.
What to Do With All This Data? 5 Outcomes Food Manufacturers Can Achieve
Food manufacturers have benefited from digitally transforming environmental monitoring programs (EMPs) using workflow and analytics tools in a variety of ways. In the end, what matters is that the resulting data access and usability enables new insights and accelerates decisions that result in reduced risk and improved quality. Keep in mind these key outcomes that food manufacturers can achieve from digital transformation.
Enhancing an internal audit framework with digital tools will greatly reduce the burden of ensuring compliance for schemes such as BRC, SQF and FSSC food safety standards. Flexible report formats and filtering capabilities empower users with the right information at the right time.
Imagine, no more sifting manually through binders of CoA’s and test records to find a needle in a haystack. Exposing teams to a digital means of performing internal audits will not only boost confidence to handle requests from an auditor but will also help drive continuous improvement by providing easier access to insights about the effectiveness of internal policies. At the same time, digital tools will help ensure that only the required information is shared, reducing confusion and uncertainty as well as audit time and cost.
Outcome #2: Proactive Alerting and Automated Reporting
Threshold-based report alerts are an excellent way to reduce the noise often associated with notification systems. Providing quality and safety managers with automated alerts of scheduled maintenance or pending test counts can help them focus on activities that need attention, without distractions.
The benefit of threshold-based reporting is that it is a “set it and forget it” method. While regular “Monday Reports” are still a necessity, alerts and reports can be generated only when attention is needed for anomalies. A great example of this is being able to set proactive alerts for test counts in a facility that are approaching nonconformance levels. Understanding the corrective action requirements needed to control an environmental issue before it impacts quality, production and unplanned sanitation measures is a critical component of risk management and brand protection. In addition, reports can be automatically generated and delivered on a regular schedule to help meet reporting needs without spending time collecting data.
In other words—imagine a world where data comes and finds users when needed, rather than having to search for it in a binder or spreadsheet. Digital tools can provide email reports showing that a threshold has (or has not) been met and link the user directly to the information needed to take action. This is called “actionable information” and is something to consider when deploying technology within an organization’s food safety program processes.
Outcome #3: Optimize Performance with Tracking, Trending and Drilling
The Pareto Principle specifies that for many outcomes, about 80% of consequences come from 20% of causes. Historical data that is digitized can be used to quickly identify the root cause of top failures in a facility in order to drive process improvements. Knowing where to invest money will help avoid the cost of failure and aid in the prevention of a recall situation.
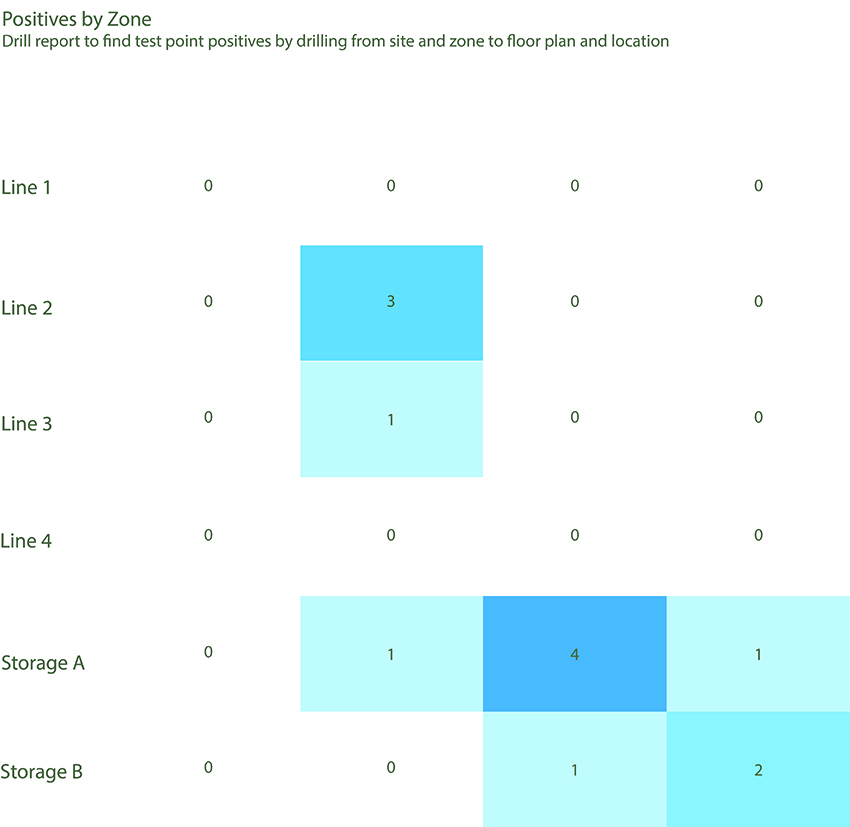
Dashboards are a powerful tool that organizations can use to understand the risk level across facilities to make better, data-driven decisions. Reports can be configured through a thoughtful dashboard setup that enables users to easily identify hot spots and trends, drill down to specific test locations, and enable clear communication to stakeholders. Figure 1 provides an example of a heat map that can be used to speed response and take corrective actions when needed.
Figure 1. Pathogen Positives by Zone and Location Heat
Outcome #4: Simplified Data Governance and Interoperability
Smarter food safety will drive standardization of data formats, which allows information to flow seamlessly between internal and external systems. One of the major benefits of shifting away from paper-based solutions is the ability to be proactive to reduce risk and cost. FSQA managers, within and across facilities, can benefit from a 360-degree operational view that reveals hidden connections between information silos that exist in the plant and across the organization. This includes:
Product tracing through product testing to environment monitoring and sanitation efforts
Tracing back a product quality issue reported from a customer to the sanitation efforts
Understanding why compliance is on track but quality results aren’t correcting
Outcome #5: Reduce the Cost of High Turnover
Successful GMPs, SSOPs and a HACCP program require leaders that continually ensure that employees are properly trained, which can be difficult with high turnover rates. To address this challenge, digital tools can aid in providing easily accessible documentation to empower users and reduce the cost, time and risk associated with having to re-train new employees on the EMP process. While training cannot be replaced with technology, it can be accelerated.
For example, testing locations within facilities can be documented with images and related information enabling new employees to visually see the floorplan and relevant testing protocols with accompanying video and click-through visualization of underlying data. Additionally, corrective action protocols can be enhanced with videos and standardized form inputs to ensure proper data is being collected at all times.
The Path Ahead
As the digital transformation of the food safety industry continues, food manufacturers should seek out and apply proven best practices to make the process as efficient and effective for their organization as possible. By avoiding common pitfalls, companies can achieve transformation objectives and realize substantial benefits from more easily accessible and actionable food safety data.
COVID-19 has put a spotlight on the importance of proper handwashing and overall hygiene. In addition to focusing on worker and operational safety, it has also pushed food manufacturers and processors to pay more attention to the location of high-touch areas and how they should be cleaned, sanitized, disinfected and sterilized. During last week’s Food Safety Consortium episode on sanitation, there was discussion about the need to have the right sanitation plan and properly trained people in place. “When it comes to food safety, who are the most important people in the plant? It’s the sanitation crew and employees. They are on the frontlines, ” said Shawn Stevens, founder of Food Industry Counsel, LLC. “If they don’t do their job or are not given the tools to do their jobs, that’s where the failures occur. We need to empower them. We have to invest in sanitation and not be complacent.”
Investing in a sanitation plan is where it all begins, said Elise Forward, president of Forward Food Solutions. Within the plan, companies need to include items such as PPE and sanitation equipment, along with what resources will be needed and what chemicals will be required. “What would it look like in our manufacturing facilities if we had a plan for the pandemic?” asked Forward. “There was so much scrambling: ‘How do we do this and what do we do’. We need to plan for these events.” Forward, along with David Shelep, microbiologist and consultant for Paramount Sciences and Bill Leverich, president of Microbiologics, Inc., offered a strong overview of the right components of a sanitation plan and the common products and technologies used in the process (quaternary ammoniums, sodium hypochlorite, ethyl alcohol, peracetic acid, hydrogen peroxide, and chlorine dioxide). They also provided insight on some of the products and technologies that are being explored in the face of COVID-19—UV-C and hypochlorous acid, which has applications in cleaning biofilms, hand sanitizing, fogging, and surface application (i.e., electrostatic spraying, mopping).
“Cleaning and sanitizing is setting up your production team(s) for success.” – Elise Forward, Forward Food Solutions
Beyond sanitation methods, companies need to invest in employee training and be committed to their safety. This means giving employees sick days and not incentivizing them to come to work when they are sick.
Rob Mommsen, senior director, global quality assurance and food safety for Sabra Dipping Company, shared a candid perspective on how Sabra developed an effective and validated Listeria environmental monitoring program (LEMP) following an FDA inspection that led to a swab-a-thon, findings of resident Listeria in the plant, and a huge product recall as a result of the Listeria contamination in the plant (Mommsen stated that Listeria was never found in product samples). “We had to severely alter the way we cleaned our plant,” he said. And the company did, with a number of changes that included taking the plant apart and cleaning it; removing all high pressure water nozzles; changing areas in the plant from low care to high care; keeping movable equipment to certain areas in the plant; changing employee and equipment traffic patterns; and retraining staff on GMPs. The company also changed its microbiological strategy, conducting daily swabbing in certain zones, increasing testing on samples, and implementing a weekly environmental meeting that was attended by senior and department managers. “Fast forward” to 2019: FDA conducted an unannounced audit and noted that Sabra’s environmental monitoring program was one of the best they’ve seen and that the company’s culture was clearly driven by food safety, according to Mommsen.
Fast forward again to 2020 and the pandemic: With work-from-home orders in place and other frontline workers staying home for various reasons, the company saw a change GMP adherence, employee training and the frequency of environmental monitoring, said Mommsen. So Sabra had some work to do once again to re-right the ship, and Mommsen presented it as a lessons learned for folks in the food industry: In addition to employee safety, food safety must be the number one priority, and having the support of senior management is critical; the turnaround time for environmental swabs is also critical and an effective LEMP should consist of both conventional testing as well as rapid detection technology; and an environmental monitoring program requires persistence—it is not self sustaining and there are no shortcuts.
The integration of sanitation is a critical part of the food manufacturing process. This week’s episode of the 2020 Food Safety Consortium Virtual Conference Series will focus on effective approaches, best practices and lessons learned. The following are some highlights:
Sanitation Methods, Day-to-Day Operations and Applying It to a Pandemic (Now and Future Outbreaks), with Elise Forward, Forward Food Solutions; David Shelep, Paramount Sciences; and Bill Leverich, Microbiologics, Inc.
The Critical Nature of a Good Environmental Program: The Story Behind Sabra’s Recall, Experience with the FDA, and Environmental Monitoring Journey, with Rob Mommsen, Sabra Dipping Company
Surrogates & Emerging Applications: Their Role in Validation, Verification and Compliance, with Laure Pujol, Ph.D. and Vidya Ananth, Novolyze
Tech Talks from Sterilex and Romer Labs
The event begins at 12 pm ET. Haven’t registered? Follow this link to the 2020 Food Safety Consortium Virtual Conference Series, which provides access to 14 episodes of critical industry insights from leading subject matter experts! We look forward to your joining us virtually.
This website uses cookies so that we can provide you with the best user experience possible. Cookie information is stored in your browser and performs functions such as recognising you when you return to our website and helping our team to understand which sections of the website you find most interesting and useful.
Strictly Necessary Cookies
Strictly Necessary Cookies should be enabled at all times so that we can save your preferences for these cookie settings.
We use tracking pixels that set your arrival time at our website, this is used as part of our anti-spam and security measures. Disabling this tracking pixel would disable some of our security measures, and is therefore considered necessary for the safe operation of the website. This tracking pixel is cleared from your system when you delete files in your history.
We also use cookies to store your preferences regarding the setting of 3rd Party Cookies.
If you visit and/or use the FST Training Calendar, cookies are used to store your search terms, and keep track of which records you have seen already. Without these cookies, the Training Calendar would not work.
If you disable this cookie, we will not be able to save your preferences. This means that every time you visit this website you will need to enable or disable cookies again.
Cookie Policy
A browser cookie is a small piece of data that is stored on your device to help websites and mobile apps remember things about you. Other technologies, including Web storage and identifiers associated with your device, may be used for similar purposes. In this policy, we say “cookies” to discuss all of these technologies.
Our Privacy Policy explains how we collect and use information from and about you when you use This website and certain other Innovative Publishing Co LLC services. This policy explains more about how we use cookies and your related choices.
How We Use Cookies
Data generated from cookies and other behavioral tracking technology is not made available to any outside parties, and is only used in the aggregate to make editorial decisions for the websites. Most browsers are initially set up to accept cookies, but you can reset your browser to refuse all cookies or to indicate when a cookie is being sent by visiting this Cookies Policy page. If your cookies are disabled in the browser, neither the tracking cookie nor the preference cookie is set, and you are in effect opted-out.
In other cases, our advertisers request to use third-party tracking to verify our ad delivery, or to remarket their products and/or services to you on other websites. You may opt-out of these tracking pixels by adjusting the Do Not Track settings in your browser, or by visiting the Network Advertising Initiative Opt Out page.
You have control over whether, how, and when cookies and other tracking technologies are installed on your devices. Although each browser is different, most browsers enable their users to access and edit their cookie preferences in their browser settings. The rejection or disabling of some cookies may impact certain features of the site or to cause some of the website’s services not to function properly.
Individuals may opt-out of 3rd Party Cookies used on IPC websites by adjusting your cookie preferences through this Cookie Preferences tool, or by setting web browser settings to refuse cookies and similar tracking mechanisms. Please note that web browsers operate using different identifiers. As such, you must adjust your settings in each web browser and for each computer or device on which you would like to opt-out on. Further, if you simply delete your cookies, you will need to remove cookies from your device after every visit to the websites. You may download a browser plugin that will help you maintain your opt-out choices by visiting www.aboutads.info/pmc. You may block cookies entirely by disabling cookie use in your browser or by setting your browser to ask for your permission before setting a cookie. Blocking cookies entirely may cause some websites to work incorrectly or less effectively.
The use of online tracking mechanisms by third parties is subject to those third parties’ own privacy policies, and not this Policy. If you prefer to prevent third parties from setting and accessing cookies on your computer, you may set your browser to block all cookies. Additionally, you may remove yourself from the targeted advertising of companies within the Network Advertising Initiative by opting out here, or of companies participating in the Digital Advertising Alliance program by opting out here.