The FDA has updated its infant formula compliance program for FDA investigators, laboratory analysts and compliance officers. The updates build on lessons learned over the last several years to elaborate on FDA’s approaches for inspections, sampling, laboratory analysis and imported infant formula products. For example, updates include instructions for annual environmental sampling of Cronobacter and Salmonella at powdered infant formula facilities and instruction for FDA notification should a sample test positive for Cronobacter or Salmonella, or if a sample is found to have nutrients that are above or below required levels per the agency’s infant formula regulation.
The compliance program also includes instructions for how product or environmental positives identified during records reviews should be immediately escalated to the appropriate subject matter expert within the Human Foods Program.
Additional background on the risks associated with Salmonella and Cronobacter in infant formula products, and the conditions that could lead to environmental contamination within the manufacturing facilities, are also included in the updated compliance program.
Inspectors are directed to perform environmental sampling once a year at each domestic powder infant formula manufacturing facility during annual or compliance follow-up inspection for both Cronobacter and Salmonella analysis if there are no significant adverse supply-chain implications.
The Division of Field Programs and Guidance (DFPG) and ORA Critical Foods Coordination Team will prioritize the annual inspection schedule based on:
the facilities’ previous inspection results
number of consumer complaints since the last inspection
number of violative samples collected by FDA in the last twelve months
the previous environmental sampling results performed by FDA
Per the instructions, environmental sampling should focus on zone two sites near potential product exposure points in the process (i.e., transfer points, fluid bed, sifters, rotary valves, man doors into drying system, filling lines, blending equipment, raw material handling equipment, etc.) including any areas indicating water accumulation. Additional sampling should also be done from zone three sites which may suggest a route of contamination (i.e., doorways, traffic routes, etc.) to dry production areas, finished product or food contact surfaces. Zone one sites should not be swabbed as these zones can be hard to reach and may introduce contamination during swabbing of a closed system. Unless conditions observed indicate a possible route of contamination, FDA does not recommend swabbing zone four areas at a high frequency.
Inspectors are advised to collect between 100-300 environmental swabs for Cronobacter spp. and 100-300 environmental swabs for Salmonella spp. at each firm, depending upon the size of the facility.
FDA has completed its investigation of the multistate outbreak of E. coli 0151:H7 that occurred last fall and was linked to leafy greens. The FDA and CDC found the outbreak was caused by an E. coli strain that was genetically related to the strain found in the fall 2019 outbreak involving romaine lettuce (Salinas, California). Despite conducting environmental sampling at dozens of ranches in the area, the FDA was unable to identify a single site as the source of the outbreak. However, the analysis did confirm “a positive match to the outbreak strain in a sample of cattle feces,” which was located uphill from where the leafy greens identified in the agency’s traceback investigation were grown, according to an FDA release.
Although the FDA’s investigation has ended, the agency will be reviewing the findings and release a report in the “near future” with recommendations. “In the meantime, as recommended in our Leafy Greens Action Plan, the FDA continues to recommend growers assess and mitigate risk associated with adjacent and nearby land use practices, particularly as it relates to the presence of livestock, which are a persistent reservoir of E. coli O157:H7 and other STEC,” FDA stated in the update.
The recalls involving powdered milk continue to pile up.
Since December, more than a dozen products containing powdered milk have been recalled due to the risk of Salmonella, including mini eclairs and cream puffs, mac & cheese products, chocolate-covered pretzels, potato chips, seasonings and white peppermint Hostess Twinkies.
Back in November, FDA seized more than 4 million pounds of dry nonfat milk powder and buttermilk powder produced by Valley Milk Products, LLC. The agency used whole genome sequencing to make the connection between the samples that were collected in the facility—Salmonella strains were found from samples taken in 2016 and back to 2010. FDA identified it as a persistent strain of the pathogen.
“FDA investigators observed residues on internal parts of the processing equipment after it had been cleaned by the company and water dripping from the ceiling onto food manufacturing equipment. In addition, environmental swabs collected during the inspection confirmed the presence of Salmonella meleagridis on surfaces food came into contact with after being pasteurized.” – FDA news release
There are several ways in which pathogens can enter a food processing facility. Once inside, pathogens are either temporary visitors that are removed using cleaning and disinfection methods, or they can persist in sites such the floor or drains and require a more intense remediation process. As food processors take on the responsibility to prevent product adulteration in facilities, setting up and maintaining an environmental monitoring program (EMP) is critical. An effective EMP helps a company manage and potentially reduce operational, regulatory and branding reputation risks.
Establishing an EMP begins with identifying and documenting potential pathogen sources in all physical areas (including raw materials, storage and shipping areas) and cross-contamination vectors (employees, equipment, pests, etc.). These areas and vectors should be surveyed, controlled and when possible, eliminated. Implementing effective controls, including microbiological sampling of high-risk areas, should be part of the program. Sampling for pathogens or indicator microorganisms in food contact areas during production is also important. Additionally, the EMP elevates the awareness of what is happening in the plant environment and helps companies measure the efficiency of their pathogen-prevention program—for example, it is not only critical to test for pathogens, but also for the overall effectiveness of cleaning and sanitizing procedures. Both procedures are necessary and must be properly executed to reduce microorganisms to safe levels. The goal of a cleaning process is to remove completely food and other types of soil from a surface. Since soils vary widely in composition, no single detergent is capable of removing all types. In general, acid cleaners dissolve alkaline soils (minerals) and alkaline cleaners dissolve acid soils and food wastes. It is for this reason that the employees involved must understand the nature of the soil to be removed before selecting a detergent or a cleaning regime. The cleaner must also match with the water properties and be compatible (i.e., not corrosive) with the surface characteristics on which it will be applied. However, not only the correct choice of agent is necessary for an optimal result; it should be coupled with a mechanical action, an appropriated contact time and correct operating temperature. As the combination of these parameters is characteristic to each process, it becomes essential to verify effectiveness through sampling. Finally, cleaning is closely related to sanitation, because it can’t be sanitized what hasn’t been previously cleaned.
“Not Your Grandfather’s Environmental Monitoring Program Anymore”: Learn more about this important topic at the 2016 Food Safety Consortium | EVENT WEBSITE
The Association of Official Analytical Chemists defines sanitizing for food product contact surfaces as a process that reduces the contamination level by 99.999% (5 logs). Sanitation may be achieved using either heat (thermal treatment) or chemicals. Hot water sanitizing is commonly used where immersing the contact surfaces is practical (e.g., small parts, utensils). Hot water sanitizing is effective only when appropriate temperatures can be maintained for the appropriate period of time. For example, depending on the application, sanitation may be achieved by immersing parts or utensils in water at 770 C to 850 C for 45 seconds to five minutes. The advantages of this method include easy application, availability, effective for a broad range of microorganisms, non-corrosive, and it penetrates cracks and crevices. However, the process is relatively slow, can contribute to high energy costs, may contribute to the formation of biofilms and may shorten the life of certain equipment parts (e.g., seals and gaskets). Furthermore, fungal spores can survive this treatment.
Regarding chemicals, there is no perfect chemical sanitizer. Performance depends on sanitizer concentration (too low or too high is ineffective), contact exposure time, temperature of the sanitizing solution (generally, 210 C to 380 C is considered optimal), pH of the water solution (each sanitizer has an optimal pH), water hardness, and surface cleanliness. Some chemical sanitizers, such as chlorine, react with food and soil, becoming less effective on surfaces that have not been properly cleaned.
The effectiveness of a plant’s sanitation practices must be verified to ensure that the production equipment and environment are sanitary. Operators employ several methods of verification, including physical and visual inspection, as part of ongoing environmental hygiene monitoring programs. Portable ATP bioluminescence systems are widely used to obtain immediate results about the sanitary or unsanitary condition of food plant surfaces. ATP results should be followed up with more in-depth confirmation testing, such as indirect indicator tests and pathogen-specific tests. Indirect indicator tests are based on non-pathogenic microorganisms (i.e., coliform, fecal coliforms or total counts) that may be naturally present in food or in the same environment as a pathogen. These indicator organisms are used to assess the overall sanitation or environmental condition that may indicate the presence of pathogens. The principal advantages of using indicator organisms in an EMP include:
Detection techniques are less expensive compared to those used for pathogens
Indicator microorganisms are present in high numbers and a baseline can be easily established
Indicator microorganisms are a valid representative of pathogens of concern since they survive under similar physical, chemical and nutrient conditions as the pathogen
However, indicator organisms are not a substitute for pathogen testing. A positive result indicates possible contamination and a risk of foodborne disease. It is recommended that samples be taken immediately before production starts, just after cleaning and sanitation have been completed when information regarding cleaning and sanitation are required. However, when sampling is conducted on surfaces previously exposed to chemical germicide treatment, appropriate neutralizers must be incorporated into the medium to preserve viability of the microbial cells.
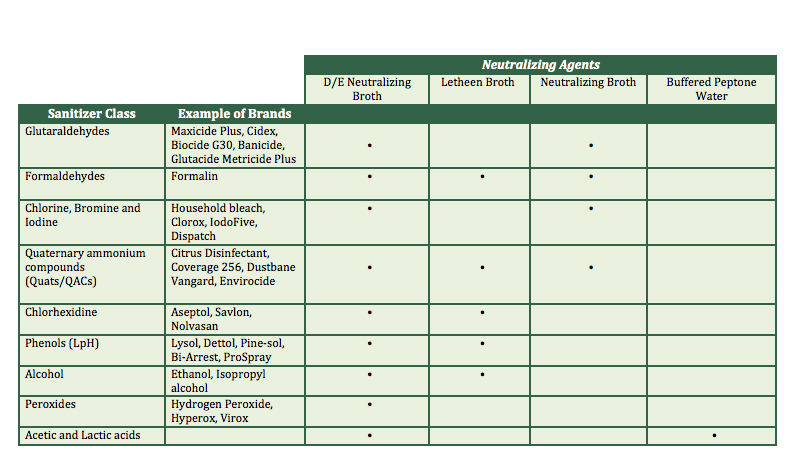
Neutralizers recommended for food plant monitoring include Dey-Engley neutralizing broth (DE), neutralizing buffer (NE), Buffered peptone water (BPW) and Letheen broth (LT) (see Table I). Most of these are incorporated into a support such as a sponge, swab or chiffon to neutralize the residues of cleaning agents and sanitizers that may be picked up during swabbing. The product should be selected based on the surface, the type of cleaning agents and the type of testing (qualitative or quantitative).
Table I. Neutralizing agents
It is critical to verify that the chosen neutralizer has an efficient action against the used sanitizers. Table I show the most effective equivalence among the cleaning agents and the most common neutralizers.
For instance, if a quantitative method is to be used, it is very important to consider a neutralizing agent, such as the neutralizing buffer, that doesn’t support the bacterial growth.
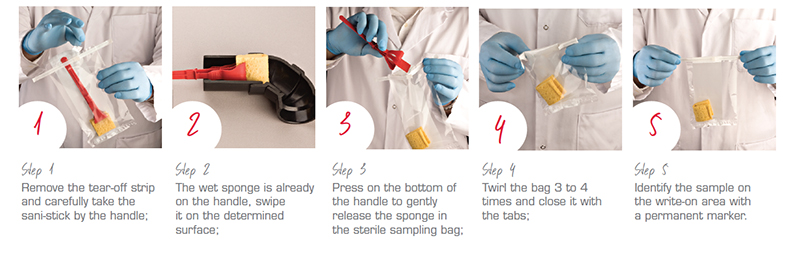
Finally the sponge is a very popular choice due to its versatility. Sponges are used for sampling equipment surfaces, floors, walls, work benches and even carcasses. They enable the sampling of large surfaces and the detection of lower levels of contamination at a lower cost of operation.
The versatility of sponges make them a popular choice for environmental sampling. Image courtesy of Labplas.
To summarize, environmental sampling is an important tool to verify sources of contamination and adequacy of sanitation process, helping to refine the frequency and intensity of cleaning and sanitation, identify hot spots, validate food safety programs, and provide an early warning of issues that may require corrective action. Over all, it provides the assurance that products being manufactured are made under sanitary conditions.
Learn innovative ways to mitigate the threat of Listeria at the Listeria Detection & Control Workshop | May 31–June 1, 2016 | St. Paul, MN | LEARN MOREWaiting days for test sample results can be the difference between keeping consumers safe and allowing contaminated food to enter the supply chain. I recently spoke with Mark Byrne, president and CEO of start-up ProteoSense, about his company’s portable pathogen detection system, which can find foodborne pathogens in food and environmental samples in 15 minutes or less, with no incubation required. Licensed from Ohio State University, the technology, called RapidScan, has unique sensor technology that provides a sensitive and specific assay with very low noise to enable a direct measurement of the presence of a pathogen.
When I asked Mark what effect he thought this technology would have on the food industry, he said: “I think the effect is going to be very profound. First of all, anytime you can give management information quickly, it changes their ability to respond, to take action.”
The technology has the potential to help companies deliver food to consumers safer and faster, and with less waste. Samples can be tested at various parts of the food supply chain, from in the field to final packaging.
RapidScan has been demonstrated for Salmonella, and ProteoSense is working on a Listeria assay. If all goes as planned, we can expect to see the product on the market in 2017. Watch my discussion with Mark to learn more about this innovative technology and how it could help you mitigate risks in your supply chain.
This website uses cookies so that we can provide you with the best user experience possible. Cookie information is stored in your browser and performs functions such as recognising you when you return to our website and helping our team to understand which sections of the website you find most interesting and useful.
Strictly Necessary Cookies
Strictly Necessary Cookies should be enabled at all times so that we can save your preferences for these cookie settings.
We use tracking pixels that set your arrival time at our website, this is used as part of our anti-spam and security measures. Disabling this tracking pixel would disable some of our security measures, and is therefore considered necessary for the safe operation of the website. This tracking pixel is cleared from your system when you delete files in your history.
We also use cookies to store your preferences regarding the setting of 3rd Party Cookies.
If you visit and/or use the FST Training Calendar, cookies are used to store your search terms, and keep track of which records you have seen already. Without these cookies, the Training Calendar would not work.
If you disable this cookie, we will not be able to save your preferences. This means that every time you visit this website you will need to enable or disable cookies again.
Cookie Policy
A browser cookie is a small piece of data that is stored on your device to help websites and mobile apps remember things about you. Other technologies, including Web storage and identifiers associated with your device, may be used for similar purposes. In this policy, we say “cookies” to discuss all of these technologies.
Our Privacy Policy explains how we collect and use information from and about you when you use This website and certain other Innovative Publishing Co LLC services. This policy explains more about how we use cookies and your related choices.
How We Use Cookies
Data generated from cookies and other behavioral tracking technology is not made available to any outside parties, and is only used in the aggregate to make editorial decisions for the websites. Most browsers are initially set up to accept cookies, but you can reset your browser to refuse all cookies or to indicate when a cookie is being sent by visiting this Cookies Policy page. If your cookies are disabled in the browser, neither the tracking cookie nor the preference cookie is set, and you are in effect opted-out.
In other cases, our advertisers request to use third-party tracking to verify our ad delivery, or to remarket their products and/or services to you on other websites. You may opt-out of these tracking pixels by adjusting the Do Not Track settings in your browser, or by visiting the Network Advertising Initiative Opt Out page.
You have control over whether, how, and when cookies and other tracking technologies are installed on your devices. Although each browser is different, most browsers enable their users to access and edit their cookie preferences in their browser settings. The rejection or disabling of some cookies may impact certain features of the site or to cause some of the website’s services not to function properly.
Individuals may opt-out of 3rd Party Cookies used on IPC websites by adjusting your cookie preferences through this Cookie Preferences tool, or by setting web browser settings to refuse cookies and similar tracking mechanisms. Please note that web browsers operate using different identifiers. As such, you must adjust your settings in each web browser and for each computer or device on which you would like to opt-out on. Further, if you simply delete your cookies, you will need to remove cookies from your device after every visit to the websites. You may download a browser plugin that will help you maintain your opt-out choices by visiting www.aboutads.info/pmc. You may block cookies entirely by disabling cookie use in your browser or by setting your browser to ask for your permission before setting a cookie. Blocking cookies entirely may cause some websites to work incorrectly or less effectively.
The use of online tracking mechanisms by third parties is subject to those third parties’ own privacy policies, and not this Policy. If you prefer to prevent third parties from setting and accessing cookies on your computer, you may set your browser to block all cookies. Additionally, you may remove yourself from the targeted advertising of companies within the Network Advertising Initiative by opting out here, or of companies participating in the Digital Advertising Alliance program by opting out here.