The Food Safety Consortium, now in its 11th year, will take place October 16-18, 2023, at the Hilton in Parsippany, New Jersey. Presented by Food Safety Tech, the Consortium is a business-to-business conference that brings together food safety and quality assurance professionals for education, networking and discussion geared toward solving the key challenges facing the food safety industry today.
In addition to the two full days of high-level panel discussions, this year’s program will include a second Food Safety Hazards track. These “Boots on the Ground” sessions build on the success of Food Safety Tech’s virtual Food Safety Hazards program by providing two days of education on the detection, mitigation, control and regulation of key pathogen, pest, chemical and physical food hazards.
Also new this year is a strategic co-location with the Cannabis Quality Conference (CQC). Presented by Cannabis Industry Journal, CQC is a business-to-business conference and expo where cannabis industry leaders and stakeholders meet to build the future of the cannabis marketplace. Attendees will have the opportunity to take part in pre-conference workshops designed to address safety and compliance in cannabis edibles on October 16.
“We are bringing two great conferences together under one roof,” says Rick Biros, president of Innovative Publishing and director of the Food Safety Consortium. “The Food Safety Consortium will continue its strategic meeting of the minds format, but we are complementing that with the practical, boots-on-the-ground Food Safety Hazards track. Co-location with the CQC allows attendees to take advantage of additional education on product testing and quality assurance in the burgeoning cannabis market, as well as preconference workshops delving into infused product safety and compliance that will appeal to both food safety and cannabis professionals.”
All of these events will take place October 16-18, 2023, at the Hilton in Parsippany, New Jersey.
If you would like to present at the Food Safety Consortium, please submit abstracts here.
For sponsorship and exhibit inquiries, contact RJ Palermo, Director of Sales. Stay tuned for registration and early bird specials.
About The Food Safety Consortium Organized by Food Safety Tech, the Food Safety Consortium Conference has been providing education and networking for Food Protection professionals since 2012. The conference focuses on food safety, food integrity and food defense as the foundation of the educational content of the program. With a unique focus on science, technology, best practices and compliance, the Consortium features critical thinking topics that have been developed for both industry veterans and knowledgeable newcomers.
About Food Safety Tech
Food Safety Tech is a digital media community for food industry professionals interested in food safety and quality. We inform, educate and connect food manufacturers and processors, retail & food service, food laboratories, growers, suppliers and vendors, and regulatory agencies with original, in-depth features and reports, curated industry news and user-contributed content, and live and virtual events that offer knowledge, perspectives, strategies and resources to facilitate an environment that fosters safer food for consumers.
As the use of technology in manufacturing and quality continues to expand, there are many opportunities to help food companies streamline operations and enhance efficiencies. During a brief chat with Food Safety Tech, Melody Ge, head of compliance at Corvium, Inc. talks about the benefits of using technology in manufacturing and why some companies may be hesitant to take the leap.
Food Safety Tech:Your recent Food Safety Tech article, “Changes in the Food Safety Industry: Face Them or Ignore Them”, highlighted the role of technology in improving efficiency. What are the top areas in which companies are challenged to streamline processes?
Melody Ge, head of compliance at Corvium, Inc.
Melody Ge: When talking about a company’s production process, the challenge usually comes from where to start. A company may have difficulty figuring out which areas in the processing line can either be automated or how they can use technology as an advantage.
The challenge could also come from the fact that only parts of the process can be automated with the current technology. For example, with hazard analysis or risk assessment—those processes still need the human brain. So within a process, part of it can be automated, and part of it can’t—that could be another challenge.
FST: What technologies can food companies use to better help them manage risk in manufacturing?
Ge: It depends on what’s out there and what products a company is producing. From a manufacturing perspective, they can use supply chain management software or document management software to help them manage their approved supplier program. Using technology can make it easier and more efficient for companies to manage the risks from incoming goods and suppliers as it centralizes their documentation to make it easy to access.
Technology also helps companies use online software to centralize training documents on one corporate site and deploy it to all employees at different levels.
And from a HACCP and Preventive Controls perspective, companies can use digital technology to document temperature, pH Value, humidity, pathogen testing results, etc.—all the types of data that help execute a HACCP plan can be automated and help manage risk. After all the information is centralized and digitalized, you can see the data and easily translate that to help manage risk.
FST: What are the current technology adoption hurdles, and how are you helping companies understand the value of technology versus a paper-based system?
Ge: I think some hurdles come from fear: What’s going to happen as a result of technology is unknown, and especially at this stage, how FDA will respond is unknown. FDA already announced that this smarter food safety era is coming, but no one knows whether there will be new requirements as a result. Will requirements change because manufacturers are using new technology? Those unknowns make manufacturers fearful about what’s going to happen.
Another fear factor is job loss. For example, if processes are automated, or AI is used to capture data, or record keeping is automated, then what am I going to do? Does the company still need me as a QA professional or supervisor? I think those can stand in the way of making changes. However, [companies or employees] shouldn’t think that way. Technology is not replacing QA professionals, but [rather it] helps them do higher-level jobs. For example, in the time saved by technology, QA professionals can read and digest the data results, and study the trends and recommend best practices to continuously improve their food safety management system. It makes their time more valuable to the company.
Another hurdle is understanding which steps in processes can be automated. There are so many technologies out there that have pros and cons, and whether it will fit with the manufacturer or the facility—there’s an overwhelming amount of information, and the QA technician needs time to digest and understand the process at the facility as well as the technology out there to then select the most suitable technology for a process.
As far as helping companies understand the ROI of technology, there are four areas where I think technology can add value:
It provides increased efficiencies and accuracy of daily operations and data collection. It reduces human error. Let the technology help the food safety professionals document daily operational data.
It streamlines the food safety management system for continuous improvement. Because technology helps the food safety professional do the job of daily data collection, the time saved can be used wisely to study the data and outcomes, and truly understand how they can bring their food safety management system to another level.
It centralizes all the documents and records for management. Using technology, the food safety professional can see their SOPs, records and any related documents in one place. They don’t have to physically go to several places to see what’s happening operationally. This can also help increase efficiency during the audit process.
Centralized data helps the food safety professional more easily see where the deficiencies are located.
Ultimately, the ROI is that advanced technology can help the food safety professional increase operational efficiency, reduce product waste and production downtime.
FST: Any additional comments about the role of technology in food manufacturing?
Ge: In echoing on FDA’s announcement, although the smarter food safety era comes with using advanced technology, the mentality has not changed as all—it’s always FSMA based and people led. We need people to use the technology, and that foundation isn’t changing. We are protecting our consumers from any potential food safety risk. We’re just using a more efficient way to help all of us achieve this goal. I believe in the future, all food facilities will use at least one technology out there to help them automate one or more processing steps. And if you start with one step at a time, it will generally take over the entire production process.
As much as food manufacturers take precautions to avoid all types of contaminants, there can still come a moment when you realize that your best efforts have failed. Maybe you find a broken blade or a missing wire during a sanitation break, but the product has already gone through your inline inspection machines—and nothing was detected.
This is the freak-out moment that no plant manager or quality assurance manager wants to have. Knowing that there’s possible contamination of your food product (and not knowing where that contaminant might be) creates a hailstorm of possibilities that your plant works hard to avoid. And you’re probably wondering how this could have happened in the first place.
In addition to metal, X-ray systems can find glass, plastic, stone, bone, rubber/gasket material, product clumps, container defects, wood and missing components at 0.8 mm or smaller.
Understanding How Contaminants Get Past Detection
To prevent physical contamination from occurring, it’s important to understand the reasons why it happens. In-house inspection systems often fail to detect contaminants for the following reasons:
The equipment isn’t calibrated to detect contaminants to a small enough degree, or the contaminants are materials that aren’t easily detected by the in-house machinery (glass, rubber, plastic, etc.)
The machines aren’t constantly monitored
The speed of the production line doesn’t allow for detecting small particles
Metal detectors are the most commonly used inline inspection devices in food manufacturing, and they depend on an interference in the signal to indicate there is metal contamination in the product.
Despite the fact that technology has progressed to deliver fewer false positives, the machines can still be deceived by moisture, high salt contents and dense products that could provide interference in the signal. When that continues to occur, it’s common for manufacturers to recalibrate the machine to get fewer false positives—but that also decreases its effectiveness.
Another limitation of the metal detector is that, as the name indicates, it can only find metal. That means contaminants like plastic, glass, rubber and bone won’t be found through a metal detector, but will hopefully be discovered through some other means before the product is shipped out.
Oftentimes, contamination or suspected physical contamination is discovered when a product, such as cheese or yogurt, goes through a filtration system, or when a piece of machinery is inspected during a sanitation break.
If the machinery is found to be missing a part, such as a bolt or a rubber gasket, the manufacturer then has to backtrack to the machinery’s last inspection and determine how much, if any, of the product manufactured during that time has been contaminated.
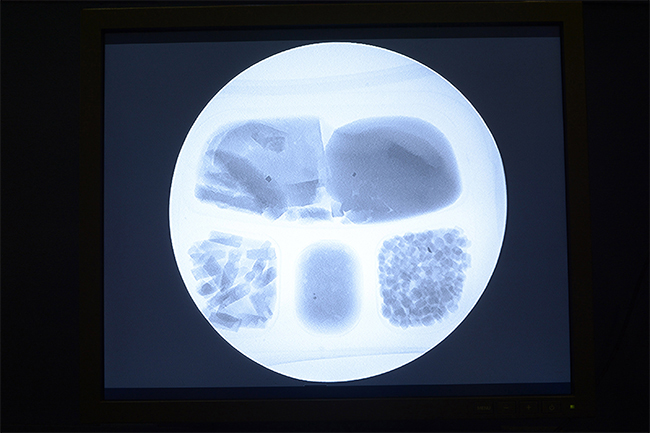
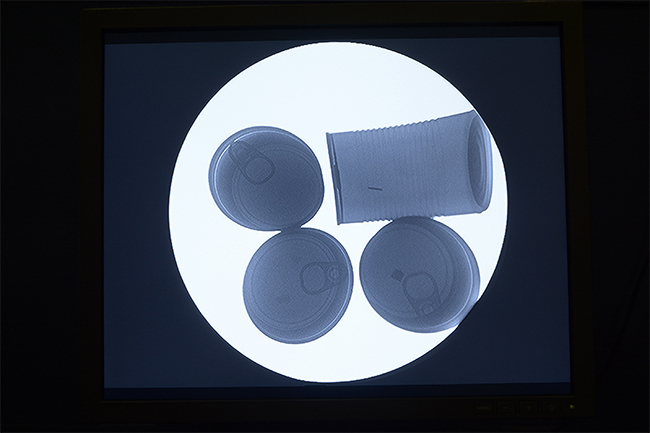
X-ray inspection can find what other forms of inspection cannot, because it’s based on the density of the product, as well as the density of the physical contaminant. In this image, you can see foreign material detected in canned goods.
What To Do When Contamination Occurs
Once a food manufacturer discovers that it may have a physical contamination problem, it must make a decision on how to handle the situation. Options come down to four basic choices, each of which comes with its own risks and benefits.
Option 1: Dispose of the full production run
The one advantage of disposing of a full production run is that it entirely eliminates the possibility of the contaminated product reaching consumers.
However, this is an expensive solution, as the manufacturer has to pay for the cost of disposal in a certified landfill and absorbs the cost of packaging, labor and ingredients. It also presents the risk of lost revenue by having a product temporarily out of stock.
Option 2: Shut down your production lines for re-inspection/re-work
Running the product through inline inspections a second time may result in finding the physical contaminant, but there’s also a risk that the contaminant won’t be found—and now the company has lost money through overtime pay and lost productivity.
If the inspection equipment was not sensitive enough to find the contaminant the first time around, it may not find it the second time, which puts the manufacturer back at square one. The advantage to this method is that the manufacturer maintains complete accountability and control over the process, although it may not yield the desired results.
Option 3: Risk it and ship the product to retailers
There’s always a chance that a missing bolt didn’t make its way into the product. Sometimes, if a metal detector goes off and the manufacturer can’t find any contaminants upon closer examination, they will choose to ship the product and take their chances.
The advantage for them is that, on the front end, this is the least expensive option—or it could be the costliest choice of all if a consumer finds a physical contaminant in their food. In fact, the average cost of a food recall is estimated at $10 million; lawsuits may push that cost even higher and result in a business being closed for good.
Option 4: Use third-party X-ray inspection
X-ray inspection is the most effective way to find physical contaminants. In addition to metal, X-ray systems can find glass, plastic, stone, bone, rubber/gasket material, product clumps, container defects, wood and missing components at 0.8 mm or smaller.
When a food manufacturer has a contamination issue, it can have the bracketed product inspected by a third-party X-ray inspection company and only dispose the affected food, allowing the rest of the product to be distributed. This option allows the manufacturer to maintain inventory and keep food deliveries on schedule while still eliminating the problem of contamination.
X-ray inspection can find what other forms of inspection cannot, because it’s based on the density of the product, as well as the density of the physical contaminant. When X-ray beams are directed through a food product, the rays lose some of their energy, but will lose even more energy in areas that have a physical contaminant. So when those images are interpreted on a monitor, the areas that have a physical contaminant in them will show up as a darker shade of gray.
This allows the workers monitoring machines to immediately identify any foreign particles that are in the food, regardless of the type of material.
Detection is Key to Avoiding Contamination Issues
Handling contamination properly is vital to every food manufacturing company. It affects the bottom line and the future of the company, and just one case of a physical contaminant reaching the consumer is enough to sideline food companies of any size. As X-ray technology continues to evolve, it remains an effective and efficient form of food inspection.
Educating plant managers and quality managers on what to do if inline inspection machines fail to detect contaminants should include information on how X-ray technology can be a food company’s first line of defense. While physical contaminants can’t always be avoided, they can be detected—and the future of your company may depend on it.
The old adage coined by Benjamin Franklin nearly three centuries ago rings truer today than ever before: “Time is money.” For food plant managers, there are few greater job challenges than ensuring the kind of operational efficiency that fuels productivity and engenders real profitability for the company.
Every element of the manufacturing process—from supplier intake and product storage to processing, packaging, labeling and transporting—must run at peak performance in order to meet productivity expectations. Factor in the responsibilities of equipment maintenance, personnel management, resource allocation and food safety compliance, and you’re facing a torrent of barriers to increased plant productivity.
Even so, there are some practical changes you can make in order to meet your goals, and they’re not the kind that take months of planning and preparation (translation: more time out of your already busy schedule). The following are six expert recommendations you can roll out this week to increase plant productivity and rectify the inefficiencies that may be hindering your success.
Every element of the manufacturing process—from supplier intake and product storage to processing, packaging, labeling and transporting—must run at peak performance in order to meet productivity expectations. Image courtesy of Sample6
1. Be Proactive
Here’s another valuable proverb to live by: “A stitch in time saves nine.” By proactively addressing quality control risks within the facility, you’re able to thwart more monumental issues down the line, like production halts, recalls and non-compliances. Outcomes like these epitomize inefficiency and often result in severe profitability consequences.
So, what change can you make this week to avert the fallout of a reactive approach? Focus on prevention. It may seem like speed is the ultimate goal, but not if it comes at the price of quality and safety, as oversights in these areas typically lead to damaging efficiency and profitability failures on the back end. Here are some simple steps to emphasize prevention right away:
Revise your HARPC to reflect any changes to date, like new employees or equipment sanitation hazards that have emerged; new ingredients that may pose allergen risks; the team’s pinpointing of ineffective control measures; production flow processes that deviate from the documented ones; and evolved compliance mandates or industry standards.
Optimize your documentation process by trading in outdated, manual processes for a more streamlined and reliable digital alternative—one that features automated reporting for extracting hidden insights and trends that can be leveraged to improve your prevention plan.
Designate a team or individual to revamp the training program, ensuring comprehensive education for employees spanning every department and level of the company. Direct them to develop initiatives that foster a culture of food quality and safety, with ongoing efforts to promote awareness and guidance.
2. Embrace the Value of Technology
It’s not easy to abandon the tried-and-true processes of yesterday and accept a new reality. This is why some plants struggle to meet the demands of today’s highly connected and technologically advanced society. In truth, technology has changed the industry, and the ability to increase productivity in your facility hinges on your willingness to learn the new rules and equip your team with the right tools.
Big data, agricultural tech, management software, augmented reality, digital reporting… the list goes on. These are the types of technology trends that are emerging in the food manufacturing industry and forging a path to immeasurable gains in quality and efficiency. Of course, you won’t be able to transform your entire operation in a week, but one thing you can do right away is open your mind to the potential that can be found in embracing technology. Come to an acceptance of the critical role that digitization and automation plays so that you can identify valuable opportunities to take advantage of them.
It’s impossible to effectively manage your productivity risks without first identifying them. You must be able to facilitate a historical view of disparities in your floor plan in order to determine the areas of greatest risk and/or loss. What factors within your facility are posing the greatest threats to productivity? Consider:
Are they food quality and safety deterrents, such as undeclared allergens, detected pathogens, residue contamination, lack of proper sanitation policies and enforcement, mismanaged temperature and moisture controls, etc.?
Are they related to equipment failures? Is there machinery that requires updates or replacement?
Are they employee elements, like insufficient staffing, human error, misappropriation of resources, subpar performance or lack of training?
The only way to answer these questions is to look at your floor plan holistically, and utilize historical data to identify potential causes of productivity lapses.
Let’s face it, no plant’s processes are perfect, and no organization runs a flawless operation. Non-conformances and inefficiencies will always occur. It’s the ability to focus on these problems and use the data to improve your process that makes the difference between a strong, productive operation and a weak, futile one. Data collection and analysis that highlight hot spots on your floor plan enable you to communicate effectively with your team and execute process iterations that advance quality, productivity and profitability.
4. Print Testing Labels with Sample Details
If your team is manually writing out labels for samples that are collected for testing, there are a number of efficiency challenges getting in the way of overall plant productivity. First and foremost, filling out testing labels by hand requires much more time from technicians and plant workers than is actually necessary. Over a duration, these minutes become hours, which turn into days, slowly eroding the profitability of your operations. What could you save in productivity losses if your workers no longer had to write out labels?
There’s also the issue of often-illegible handwriting and the heightened risk of human error. When the lab receives samples that are difficult to read, incomplete, inaccurately marked or smudged during transit, there are extra steps needed to inquire about and resolve the discrepancies. Otherwise, the lab is left to guess at what they’re seeing, and we can all agree there’s a hefty price to be paid for inaccuracies in this area.
This is a prime example of how food safety software can increase plant productivity. With the ability to utilize auto-labeling for testing samples, all of these productivity impediments disappear. You could begin saving precious time and closing the gap on errors immediately, just by using a smart software solution that enables you to print testing labels.
5. Automatically Assign Corrective Actions
As non-conformances arise in the production process, corrective action must follow. But even with the best intentions, corrective action goals can fall behind schedule or consume so much time and energy that they curtail operational productivity. Without an automated, streamlined approach, there’s likely to be confusion over who is expected to manage a particular action and what they need to do, which precipitates avoidable mistakes and a whole lot of wasted time.
With a food safety management system that allows you to automatically assign next steps to the appropriate individual for resolving a positive test result, there’s much to be gained in terms of efficiency. The right people are instantly notified of their corrective action assignments, with direction on how to proceed. This kind of powerful communication reaps big productivity returns. It also maintains a focus on proactive quality control, the benefits of which we’ve already explored.
6. Use a Food Safety Audit Template
Sometimes it feels like there’s no end to the cycle of preparation required for managing the plant’s continual food safety audits. On the one hand, you’ve got government regulators, like the FDA, USDA and CFIA, heightening compliance enforcement and performing regular inspections. On the other, you’re subject to client-administered audits intended to verify supplier food quality and safety. Then in between the two, you’re tasked with conducting a number of internal audits.
Amid all of this complex data acquisition and reporting, your operations are suffering from the effects of lost time and resources. As each food safety audit approaches, it can be a significant struggle to get everything in order—one that ultimately takes your productivity objectives off course. The key to avoiding this scenario is implementing an organized process, and one of the most effective tools you can use is a standard food safety audit template.
With a comprehensive checklist of categories and requirements, you’re able to systematically address each area of food safety responsibility, survey your team, assemble the necessary materials and pull relevant data. From compiling documents, logs and reports to making visual verifications, a template that facilitates the audit preparation process is a significant productivity booster. It helps you assimilate efforts to:
Verify the plant’s actions for analysis and control of biological, chemical and physical hazards, from raw material production, procurement and handling to manufacturing, distribution and consumption of finished product
Methodically examine all aspects of the plant’s system for maintaining industry, company and government standards of practice for manufacturing, holding and distributing foods fit for human consumption
Review the elements of your supplier verification program to ensure completeness, accuracy and organization, as well as collect proof of your suppliers’ quality systems
Compile information that reflects the plant’s approach to enforcing an expedient and reliable recall process
There’s no reason to allow productivity to falter while handling everyday plant responsibilities. By executing some of these steps within the next few days, you can kick start better efficiency patterns and get your operations moving toward increased productivity. This is the direction in which you should be headed in order to develop greater control throughout the plant and turn time into money.
Almond Board of California (ABC) tackled food safety head-on in the wake of emerging Salmonella concerns in the early 2000s. Conventional wisdom of the time suggested that low-moisture foods like almonds presented a minimal threat, but rather than simply accepting this, ABC engaged in research to better understand the risks. The resulting best practices and groundbreaking mandatory pasteurization program developed by ABC remain the gold standard for other sectors—and drive continued food safety and quality efforts for California Almonds.
In 2017, ABC marked the 10-year anniversary of its mandatory almond pasteurization program – and, most importantly, 10 years free of Salmonella recalls and outbreaks attributed to California Almonds. The almond industry is proud of its unified efforts over the last decade, as well as the food safety record we’ve been able to achieve. However, the work to protect and improve food safety and quality continues. Looking back at our initiatives and successes reminds us of how important this work is and drives our exploration of what’s next.
Understanding and Addressing the Risk
Outbreaks of Salmonella in 2001 and 2004 raised questions and concerns about food safety and quality across industries. For California Almonds, one of the biggest challenges was determining the true level of risk. The easy answer seemed to be that risk should be low, that, based on accepted conventions of the time, pathogens should not be able to grow in almonds and other low-moisture foods. However, ABC investigated further and quickly realized that the pathogen could present a problem. The organization decided to take action and tackle Salmonella and other potential threats.
In collaboration with food safety experts and research partners, ABC began research in 2001 to better understand the prevalence and concentration of contamination in almonds, conducted in tandem with efforts to develop strategies for contamination control. ABC was able to gather enough survey data over the course of several years to show that Salmonella was indeed present in about 1% of the almonds tested at very low concentrations. This data was fed into ABC’s risk assessment work, which enabled identification of appropriate performance criteria for ensuring consumer safety (>4-log reduction).
At the same time, ABC also worked to identify effective processing technologies and the best means of validating them. A technical expert review panel was assembled to help ABC develop a plan, assess research needs, establish standards and create guidelines for the industry. Extensive work went into determining how to validate equipment, including the determination of an appropriate surrogate (non-pathogenic microorganisms) that could be used in lieu of Salmonella in the plant. Concurrently, researchers worked to determine the specific time and temperature combinations needed for a >4-log (and 5-log) reduction for a range of pasteurization processes, including oil roasting, blanching and dry roasting, some steam processes and PPO processing. ABC and partners invested significant time and effort into this research, which culminated in the development of the groundbreaking mandatory pasteurization program for Salmonella reduction, and validation guidelines.
Process Implementation and Ongoing Education
Voluntary compliance with the pasteurization program began in 2004, well in advance of September 2007, when it became mandatory. By that time, pasteurization was established as the industry norm and laying the groundwork for ongoing food quality and safety efforts. Today, ABC has more than 1 billion pounds of validated pasteurization capacity for processes that maintain the raw characteristics of almonds, including steam, moist heat and propylene oxide (PPO). It also has close to 1 billion pounds of validated capacity for processes such as dry roasting, oil roasting and blanching. All reduce the level of potential contamination in almonds without diminishing the product’s quality, nutritional value or sensory qualities (taste and crunch).
ABC also developed a comprehensive round of updates to recommended food safety practices, creating a powerful program with tools that help growers and processors achieve their desired results. These tools include Good Agricultural Practices, Good Manufacturing Practices, HACCP guidelines and Pathogen Environmental Monitoring resources.
In total, ABC has made a $5 million investment in food quality and safety research and validated more than 200 treatment processes, to date. It remains committed to this mission, maintaining close connections with the scientific and regulatory communities to stay current on food safety in the broader context as well as issues specific to California Almonds. All relevant insights and information are disseminated to growers and processors in the form of clear, practical resources, including print publications and digital communications, and workshops and one-on-one field trainings.
What’s Next: Research, Tech and Regulatory Practices
The mandatory pasteurization program is now well established, but it isn’t static – ABC continues to stay on top of the latest methods, regulations and needs impacting California Almonds. Industry investment continues to increase, particularly in processes that maintain the raw characteristics of the product. And, while much information regarding processes and technologies are company-specific and confidential, equipment manufacturers continue evolving and growing their offerings, with a particular focus on maximizing almond quality and throughput.
On the regulatory side, FSMA continues to roll out for growers and processors. ABC helps growers and other stakeholders understand which rules apply, what actions to take to ensure compliance and when specific requirements come into effect for different operations, with FSMA-related resources, Preventative Controls and Produce Safety trainings and timely information available online. Many processors and non-farm huller/shellers started 2018 already meeting FSMA Preventive Control requirements, but the number of impacted orchards and huller/shellers expanded in January as the Produce Safety rule came into effect. At this point, the almond industry and the larger community of food and beverage industries have had time to assess the impact on their stakeholders and take action to ensure FSMA compliance.
FSMA reflects the evolving role of FDA in ensuring food safety. Traditionally, FDA has taken a reactive approach to food safety. The agency now has the authority to investigate farms and facilities regularly to ensure food safety regulations are followed. For the first time, growers and huller/shellers falling under the farm definition may be audited by FDA or FDA-designated agencies. While some growers may choose the exemption option, ABC encourages almond growers to understand the rule’s requirements and develop food safety plans appropriate to their farms. It will be new and uncertain territory for some, but with the FDA’s proactive approach, staying ahead of the curve on food safety and quality will be beneficial.
Currently, almonds are the only tree nut with a mandatory pasteurization program and defined performance criteria accepted by FDA. They have paved the way for validation of other tree nuts, and those industries should also consider implementing appropriate preventive controls for Salmonella. ABC’s work can be considered a road map for other nuts and low-moisture foods, but what works for almonds will not always work for other foods. Research specific to each type of nut needs to be conducted to uncover pathogen prevalence and concentration, as well as pathogen/surrogate resistance to various processes. We will continue to be proactive, as well, evaluating current practices and engaging in research to improve how we understand and control microbial contamination in almonds.
Even with a track record to take pride in, the responsibility and work of food quality and safety never end. We will continue to update and evolve programs, not only as a function of compliance, but to protect the almond customers who support us every day.
As the enforcement of rules, regulations and inspections get underway at food production facilities, we are faced with maintaining production rates while looking for infinitesimal pathogens and cleaning to non-detectible levels. This clearly sets demand on the plant for new and creative methods to control and mitigate pathogens pre-production, during production and post production.
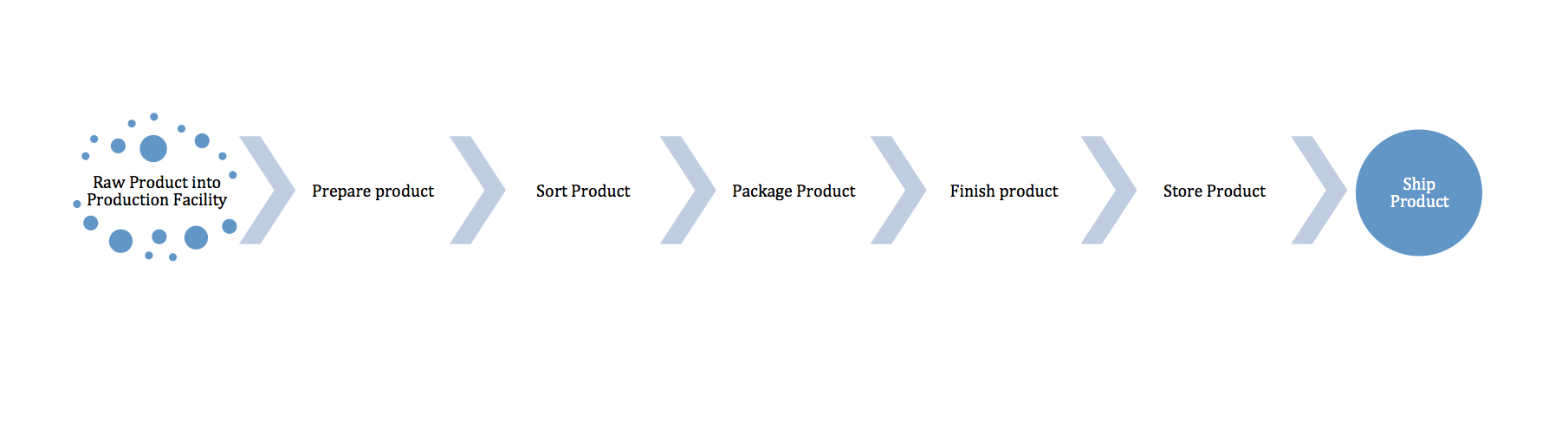
As this occurs, the term clean takes on new meaning: What is clean, and how clean is clean? Swab and plate counts are now critically important. What method is used at the plant, who is testing, what sampling procedure is used, and how do we use the results? As we look at the process from start to finish, we must keep several key questions in mind: What are harboring points in the process, and what are the touch-point considerations to the product? Let’s review the overall processing progression through the factory (see Figure 1).
Figure 1. The progression of processing of a food product through a facility.
Now consider micro pathogen contamination to the product, as we look deeper in the process for contamination or critical control points as used in successful HACCP plans. Consider contamination and how it may travel or contact food product. It is understood through study and research of both pathogens and plant operations that contamination may be introduced to the plant by the front door, back door, pallet, product, or by a person. In many cases, each of these considerations leads to uncontrolled environments that create uncontrolled measurements throughout, which lead to cleaning procedures based on time rather than science. This is certainly not to say that creating a preventive maintenance schedule based on a calendar is a bad thing. Rather, the message is to consider a deeper look at the pathogens and how they live and replicate. From the regulatory and control measures this should be a clear message of what food-to-pathogen considerations should be taken at the plant level as well as measurement methods and acceptable levels (which is not an easy answer, as each product and environment can change this answer). A good example to consider is public schools and children. Health organizations work to help the schooling system understand what immunizations children should have based on the current health risk tolerance levels. In food production, the consideration is similar in an everchanging environment. As we see contamination levels change the methods, techniques and solutions to proper food production must account for the pathogens of concern.
Contamination, Risk tolerance, Opportunity for Growth
Contamination, risk tolerance, and opportunity for growth are the considerations when looking at a plant design or a plant modification. Modification to modernization should be a top-of-mind critical quality control measure. If there are a few things we know, it is how to produce food at high rates of speed, measure and value production rates, and delays or failures can be measured by equipment and personnel performance. In the case of quality control, we must review, comprehend, and protect process risk. From a management or non-technical viewpoint, quality control can be very difficult to understand. When discussing pathogens, our concerns are not visible to the human eye—we are beyond a dirty surface, weare looking at risk tolerance based on pathogen growth in logarithmic measurement. When combining quality control and production, the measurement control and mitigation measures complement the effort. The use of quality control is expected and should coordinate with production to ensure the product is produced at the expected quality level.
Allergenic foods are a serious safety risk. While harmless to most of the consumer population, they are harmful and even life threatening to some, causing serious medical reactions, such as anaphylactic shock, when foods with the allergenic protein are consumed. Scientific research and legislation have helped us understand a great deal about managing these food allergens in manufacturing. Yet so much more needs to be done in making these risks safer for the growing allergic population. In 2013, the CDC reported that food allergies among children increased by half from 1997 to 2011. As these numbers continue to rise for children and adults alike, what are the best practices for food manufacturers to include in managing food allergens? Here’s what you need to know.
Evan Rosen is participating as a panelist in the session “Rubber Meets the Road: Practical Compliance with FSMA and Preventive Controls” at the 2016 Food Safety Consortium. The session will be moderated by Rajan Gupta and Dana Johnson Downing of TraceGains | LEARN MOREResearch and Development for Allergen Programs
Thorough development and foresight are essential for any food manufacturer to succeed when implementing an allergen program in its processing. It is wise for food manufacturers to select the individuals in their company who are a good fit to lead the allergen program. When developing your program, create an “allergen map” to understand where allergenic ingredients are located in your plant and how they travel while products are processed.
The R&D stage is the optimal time to plan every step of the allergen management process—from supplier sourcing to cross contact in processing, to labeling and every step in between—before the risks are actually encountered. This is in line with the new preventive controls approach to be taken with FSMA’s Food Safety Plan model.
Purchasing, Labeling and Storing Ingredients
When purchasing ingredients from suppliers, your supply sources should be just as stringent about allergen management as you are in order to reduce liability. Require your suppliers to have an allergen map of their own and lettered documentation declaring that the items you are purchasing are free from contact with food allergens. The FDA food label law currently recognizes the top eight food allergens as:
Peanuts,Tree nuts—including almonds, walnuts and hazelnuts, among others
Milk (not to be confused with lactose intolerance)
Also, be mindful of allergens that apply to the country of export, such as Sesame Seeds, Sulfites and Mustard Seed in Canada.
When receiving and storing supplier ingredients, check the labeled contents for any updates and tag the units that contain allergens so they can be easily identified and stored separately. A pictorial system is very effective. Ensure that each unit is tightly sealed, as even slight amounts of leaked allergens can pose recalls and elevated risks to your consumers.
Processing and Cleaning Cross-Contamination
Human error is only one factor that predisposes risk of cross-contact; production timing, processing lines, facility traffic, protein structure (e.g. powder, liquid, paste) and even the type of equipment used can be a game changer when it comes to the proper handling of allergens. In order to prevent allergen cross contact, scheduling long lines of products with common allergens is recommended to minimize changeovers. Dedicate unique tools, utensils and equipment that will handle the allergen if possible, as every piece contacting an allergen must be washed before handling allergen-free processing.
Assign plant employees to specific locations to avoid risk of cross-contact travel—color coding uniforms helps a great deal in managing this concept. Manufacturing equipment that is designed for easy cleaning is also ideal. For cleaning procedure of cross-contact removal, wet cleaning methods are most effective followed by dry methods. These procedures should be validated using a recognized protein-specific test method such as lateral flow or ELISA. When flushing, be sure to keep the flushed material isolated from all allergen-free areas. Careful separation and mindfulness is key to a successful allergen program.
Staff Training and Education
In order for any allergen program to be effective, all plant, production staff, contractors and visitors must be aware of the importance of it and understand the impact it has on consumers. Incorporating different learning methods helps to communicate this to them. Occasional testing and validation of applying this knowledge ensures the integrity of your allergy-free claims and establishes trust. Passion and commitment also play a vital role in achieving success in your program as a whole.
From purchasing ingredients to staff education and cross-contact prevention, one can see that plenty of work and forethought goes into having an allergen management program. With these best practices in place, food manufacturers can be well prepared for the increasing demand of allergen safe products for consumers across national and international markets.
FSMA has arrived with the launch of the first two preventive control rules – Current Good Manufacturing Practice and Hazard Analysis and Risk-Based Preventive Controls for Human and Animal Food (or cGMP and HARPC, for short). With these new FSMA rules, the food and beverage industry will now be held accountable for being more proactive versus reactive, and will be responsible for identifying and managing risk throughout their supply chain. Of course, this emphasis on risk can also be seen in other sectors of the industry (i.e., GFSI and ISO), and risk has become the focal point for a number of compliance initiatives.
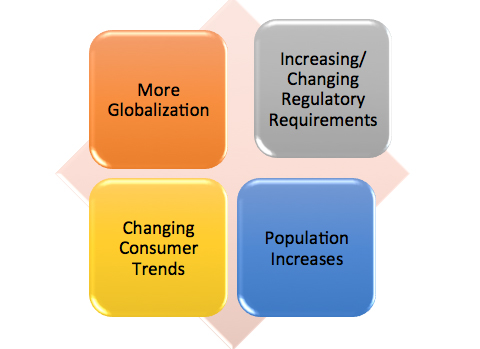
Supply chain challenges in food safety (Click to enlarge)
These days a number of supply chain challenges are driving risk. Continued global expansion of the industry is resulting in more import and export activities. We are seeing consumer food trends shift toward riskier food/preparation options. Regulatory agencies continue to work on improving their food safety requirements. And the growing population is putting more demands on our current resources. All of these factors equates to great risk within all stages of the supply chain.
Therefore, it will be important that you understand what risk management entails and have the right tools to identify, assess and control the risks that you find throughout your supply chain.
So where do we start looking for risk? Here are a few examples of where your risk assessments should be performed:
External Partners. You need to build strategic relationships with your external partners (suppliers, contract manufacturers/co-packers, service providers, carriers, etc.) across the supply chain. Building trust through good communication and collaboration is essential to ensure that you can rely on your partners to do the right thing for both parties.
Raw Materials. Many hazards can be introduced into a facility through raw materials—whether we are talking about raw ingredients, packaging materials, chemicals, or other components used to produce your product. Some hazards to assess include pathogens, allergens, chemical residues, pests and foreign material.
Storage and Handling. When looking at risk during storage and handling, it is important to address several hazards including allergen control, temperature control, foreign material control, proper segregation and product flow.
Processing. A number of areas in processing can introduce hazards and therefore should be included in your risk assessment. These include improper sanitation, cross contamination/contact potential, foreign material contamination, critical control point deviations, pre-requisite program failures and mislabeling.
Shipping and Transport. Lastly, you must safeguard your shipping and transportation procedures in order to account for any potential risk once the product has left your facility. Areas to consider during your risk assessment include temperature control, condition and sanitation of truck and storage units, loading/unloading practices, security/tampering potential, accident/emergency recovery, and traceability.
For more information on risk management within the food and beverage supply chain, register to attend the free webinar “Supply Chain Management: Does What I Eat Put Me at Risk” on October 28, 2015. Speakers will discuss risk throughout the supply chain, focusing on supplier management and some of the new FSMA requirements. They will provide an overview of risk management and some of the tools that can be used to identify and assess risk. In addition, they will discuss how technology can help companies meet FSMA requirements.
Part two of Food Safety Tech’s interview with Alan Baumfalk, lead auditor and technical manager for Eurofins food safety systems, discusses how companies can reduce their chances of having a food crisis. “Sometimes we forget that part of our crisis management team is part of food defense,” says Baumfalk.
Food Safety Tech: Can you discuss the importance of the food defense plan within crisis management?
Alan Baumfalk: We need to defend the product within our facility, and we need to determine as part of the food defense plan the methods that we’re going to implement to prevent adulteration of product.
We need to step up and watch this: The process literally travels from farm to fork; from the crop through processing through distribution and to the final consumer. As part of our food defense plan we need to protect sensitive processing points from intentional adulteration, and we must watch for potential accidental adulteration.
It is important to carefully control the activities in the plant. Part of that involves limiting employee, subcontractor and visitor access to production equipment, manufacturing, and storage areas by designating access points.
These steps can help to eliminate issues involved in causing a crisis:
Secure the storage of raw materials, packaging equipment and hazardous chemicals
Control all chemicals within the facility, because they can be used to deliberately or accidentally contaminate food.
Hold finished products in secure storage.
Control transportation. Apply seals to the full truckload.
This website uses cookies so that we can provide you with the best user experience possible. Cookie information is stored in your browser and performs functions such as recognising you when you return to our website and helping our team to understand which sections of the website you find most interesting and useful.
Strictly Necessary Cookies
Strictly Necessary Cookies should be enabled at all times so that we can save your preferences for these cookie settings.
We use tracking pixels that set your arrival time at our website, this is used as part of our anti-spam and security measures. Disabling this tracking pixel would disable some of our security measures, and is therefore considered necessary for the safe operation of the website. This tracking pixel is cleared from your system when you delete files in your history.
We also use cookies to store your preferences regarding the setting of 3rd Party Cookies.
If you visit and/or use the FST Training Calendar, cookies are used to store your search terms, and keep track of which records you have seen already. Without these cookies, the Training Calendar would not work.
If you disable this cookie, we will not be able to save your preferences. This means that every time you visit this website you will need to enable or disable cookies again.
Cookie Policy
A browser cookie is a small piece of data that is stored on your device to help websites and mobile apps remember things about you. Other technologies, including Web storage and identifiers associated with your device, may be used for similar purposes. In this policy, we say “cookies” to discuss all of these technologies.
Our Privacy Policy explains how we collect and use information from and about you when you use This website and certain other Innovative Publishing Co LLC services. This policy explains more about how we use cookies and your related choices.
How We Use Cookies
Data generated from cookies and other behavioral tracking technology is not made available to any outside parties, and is only used in the aggregate to make editorial decisions for the websites. Most browsers are initially set up to accept cookies, but you can reset your browser to refuse all cookies or to indicate when a cookie is being sent by visiting this Cookies Policy page. If your cookies are disabled in the browser, neither the tracking cookie nor the preference cookie is set, and you are in effect opted-out.
In other cases, our advertisers request to use third-party tracking to verify our ad delivery, or to remarket their products and/or services to you on other websites. You may opt-out of these tracking pixels by adjusting the Do Not Track settings in your browser, or by visiting the Network Advertising Initiative Opt Out page.
You have control over whether, how, and when cookies and other tracking technologies are installed on your devices. Although each browser is different, most browsers enable their users to access and edit their cookie preferences in their browser settings. The rejection or disabling of some cookies may impact certain features of the site or to cause some of the website’s services not to function properly.
Individuals may opt-out of 3rd Party Cookies used on IPC websites by adjusting your cookie preferences through this Cookie Preferences tool, or by setting web browser settings to refuse cookies and similar tracking mechanisms. Please note that web browsers operate using different identifiers. As such, you must adjust your settings in each web browser and for each computer or device on which you would like to opt-out on. Further, if you simply delete your cookies, you will need to remove cookies from your device after every visit to the websites. You may download a browser plugin that will help you maintain your opt-out choices by visiting www.aboutads.info/pmc. You may block cookies entirely by disabling cookie use in your browser or by setting your browser to ask for your permission before setting a cookie. Blocking cookies entirely may cause some websites to work incorrectly or less effectively.
The use of online tracking mechanisms by third parties is subject to those third parties’ own privacy policies, and not this Policy. If you prefer to prevent third parties from setting and accessing cookies on your computer, you may set your browser to block all cookies. Additionally, you may remove yourself from the targeted advertising of companies within the Network Advertising Initiative by opting out here, or of companies participating in the Digital Advertising Alliance program by opting out here.