The previous article discussed the various decontamination options available to eliminate Listeria. It was explained why the physical properties of gaseous chlorine dioxide make it so effective. This article focuses on one company’s use of chlorine dioxide gas decontamination for both contamination response and for preventive control.
The summer of 2015 saw multiple ice cream manufacturers affected by Listeria monocytogenes. The ice cream facility detailed in this article never had a supply outage, but ceased production for a short amount of time in order to investigate and correct their contamination. After a plant-wide review of procedures, workflows, equipment design and product testing, multiple corrective actions were put into place to eliminate Listeria from the facility and help prevent it from returning. One such corrective action was to decontaminate the production area and cold storage rooms using chlorine dioxide gas. This process took place after the rest of the corrective actions, so as to decontaminate the entire facility immediately before production was set to resume.
Responsive Decontamination
The initial decontamination was in response to the Listeria monocytogenes found at various locations throughout the facility. A food safety investigation and microbiological review took place to find the source of the contamination within the facility in order to create a corrective action plan in place. Listeria was found in a number of locations including the dairy brick flooring that ran throughout the production area. A decision was made to replace the flooring, among other equipment upgrades and procedural changes in order to provide a safer food manufacturing environment once production resumed. Once the lengthy repair and upgrade list was completed, the chlorine dioxide gas decontamination was initiated.
The facility in question was approximately 620,000 cubic feet in volume, spanning multiple rooms as well as a tank alley located on a different floor. The timeline to complete the decontamination was 2.5 days. The first half-day consisted of safety training, a plant orientation tour, a meeting with plant supervisors, and the unpacking of equipment. The second day involved the setup of all equipment, which included chlorine dioxide gas generators, air distribution blowers, and a chlorine dioxide gas concentration monitor. Gas injection tubing was run from the chlorine dioxide gas generators throughout the facility to approximately 30 locations within the production area. The injection points were selected to aid its natural gaseous distribution by placing them apart from one another. Gas sample tubing was run to various points throughout the facility in locations away from the injection locations to sample gas concentrations furthest away from injection points where concentrations would be higher. Sample locations were also placed in locations known to be positive for Listeria monocytogenes to provide a more complete record of treatment for those locations. In total, 14 sample locations were selected between plant supervisors and the decontamination team. Throughout the entire decontamination, the gas concentration monitor would be used to continuously pull samples from those locations to monitor the concentration of chlorine dioxide gas and ensure that the proper dosage is reached.
As a final means of process control, 61 biological indicators were brought to validate that the decontamination process was effective at achieving a 6-log sporicidal reduction. 60 would be placed at various challenging locations within the facility, while one would be randomly selected to act as a positive control that would not be exposed to chlorine dioxide gas. Biological indicators provide a reliable method to validate decontamination, as they are produced in a laboratory to be highly consistent and contain more than a million bacterial spores impregnated on a paper substrate and wrapped in a Tyvek pouch. Bacterial spores are considered to be the hardest microorganism to kill, so validating that the process was able to kill all million spores on the biological indicator in effect also proves the process was able to eliminate Listeria from surfaces. The biological indicators were placed at locations known to be positive for Listeria, as well as other hard-to-reach locations such as the interior of production equipment, underneath equipment and inside some piping systems.
In order to prepare the facility for decontamination, all doors, air handling systems, and penetrations into the space were sealed off to keep the gas within the production area. After a safety sweep for personnel, the decontamination was performed to eliminate Listeria from all locations within the production area.
By Douglas Marshall, Ph.D., Gregory Siragusa No Comments
The use of genomics tools are valuable additions to companies seeking to meet and exceed validation and verification requirements for FSMA compliance (21 CFR 117.3). In this installment of Food Genomics, we present reasons why microbiome analyses are powerful tools for FSMA requirements currently and certainly in the future.
Recall in the first installment of Food Genomics we defined a microbiome as the community of microorganisms that inhabit a particular environment or sample. For example, a food plant’s microbiome includes all the microorganisms that colonize a plant’s surfaces and internal passages. This can be a targeted (amplicon sequencing-based) or a metagenome (whole shotgun metagenome-based) microbiome. Microbiome analysis can be carried out on processing plant environmental samples, raw ingredients, during shelf life or challenge studies, and in cases of overt spoilage.
As a refresher of FSMA requirements, here is a brief overview. Validation activities include obtaining and evaluating scientific and technical evidence that a control measure, combination of control measures, or the food safety plan as a whole, when properly implemented, is capable of effectively controlling the identified microbial hazards. In other words, can the food safety plan, when implemented, actually control the identified hazards? Verification activities include the application of methods, procedures, tests and other evaluations, in addition to monitoring, to determine whether a control measure or combination of control measures is or has been operating as intended, and to establish the validity of the food safety plan. Verification ensures that the controls in the food safety plan are actually being properly implemented in a way to control the hazards.
Validation establishes the scientific basis for food safety plan process preventive controls. Some examples include using scientific principles and data such as routine indicator microbiology, using expert opinions, conducting in-plant observations or tests, and challenging the process at the limits of its operating controls by conducting challenge studies. FSMA-required validation frequency first includes before the food safety plan is implemented (ideally), within the first 90 calendar days of production, or within a reasonable timeframe with written justification by the preventive controls qualified individual. Additional validation efforts must occur when a change in control measure(s) could impact efficacy or when reanalysis indicates the need.
FSMA requirements stipulate that validation is not required for food allergen preventive controls, sanitation preventive controls, supply-chain program, or recall plan effectiveness. Other preventive controls also may not require validation with written justification. Despite the lack of regulatory expectation, prudent processors may wish to validate these controls in the course of developing their food safety plan. For example, validating sanitation-related controls for pathogen and allergen controls of complex equipment and for how long a processing line can run between cleaning are obvious needs.
There are many routine verification activities expected of FSMA-compliant companies. For process verification, validation of effectiveness, checking equipment calibration, records review, and targeted sampling and testing are examples. Food allergen control verification includes label review and visual inspection of equipment; however, prudent manufacturers using equipment for both allergen-containing and allergen-free foods should consider targeted sampling and testing for allergens. Sanitation verification includes visual inspection of equipment, with environmental monitoring as needed for RTE foods exposed to the environment after processing and before packaging. Supply-chain verification should include second- and third-party audits and targeted sampling and testing. Additional verification activities include system verification, food safety plan reanalysis, third-party audits and internal audits.
Verification procedures should be designed to demonstrate that the food safety plan is consistently being implemented as written. Such procedures are required as appropriate to the food, facility and nature of the preventive control, and can include calibration of process monitoring and verification instruments, and targeted product and environmental monitoring testing.
Most recently we have seen an increase in foodborne illness outbreaks from Listeria to Salmonella to Norovirus to E.coli, many of which are a result of post-lethal contamination of processed foods. This is often a direct result of a gap in the sanitation programs that were in place at the processing facilities. Every facility should conduct a sanitation gap analysis on an annual basis. In order to receive unbiased feedback, this activity is best performed by a third party that is not a chemical provider.
Join Gina Kramer at the Listeria Detection & Control Workshop, May 31–June 1 in St. Paul, MN | LEARN MOREDeveloping and implementing a sound environmental hygiene program at a food processing facility is essential to its success in producing safe food for consumer consumption. There are fundamental basics of sanitation that every plant must follow in developing a strong program. The fundamental basics include: Developing sanitation standard operating procedures (SSOPs) for; Floors and drains, walls, ceilings, equipment and utensils, and employees. SSOPs must also contain perimeter control, foot traffic control into food preparation areas, zoning, and environmental sampling procedures.
VIDEO: Jeff Mitchell and Gina Kramer discuss the increase in Listeria recalls. | WATCH NOW
When developing SSOPs, using the proper risk reduction formula will lead to sanitation success. To determine the best risk reduction formula, I sought the advice of sanitation expert, Jeff Mitchell, vice president of food safety at Chemstar. Before working for Chemstar, Mitchell was the Command Food Safety Officer for the United States Department of Defense (DOD). Serving more than 20 years for the DOD has given him the opportunity to visit thousands of processing facilities all over the world, seeing the best and the worst, and assisting in finding the root cause of contamination issues and negative environmental sampling results. In this article, I share Mitchell’s risk reduction formula for sanitation success and how to use the formula to build a solid and successful sanitation program.
Foundational Science
“An understanding of the difference between transient and persistent (or resident) pathogens is a key part in the foundational science of sanitation solutions,” explained Mitchell as we discussed the details of the risk reduction formula. Transient pathogens are those that are introduced to the processing facility from the external environment. Entrance occurs from deliveries on transportation vehicles and pallets, food, and non-food products and its packaging, employees and visitors, pests and rodents, along with leaks in the roof or improper cleaning of drains, which are known reservoirs.
“Persistent pathogens are those pathogens that establish residency within the processing facility. Most bacteria will aggregate within a biofilm, allowing them to live in communities. A biofilm is a survival mode for the bacteria; it protects it from sanitizer penetration. The biofilm layers actually masks it from sampling detection. You could swab a surface or an area and not get a positive pathogen test result, because the biofilm is masking it,” Mitchell stated. He continued to explain that most contamination risks are likely from established populations. Four things need to exist for resident populations to form: Pathogen introduction, water, trace organics and niche area for attachment and growth. Food processing facilities should be most concerned about these populations, as they’re being traced to many recent outbreaks and recalls.
In his experience, Mitchell shared that sanitation efforts should focus on areas within the processing facility where moisture and nutrients are collected; both are needed for biofilm formation. Disruption of these niche areas containing biofilm can result in direct (food contact) and indirect (non-food contact) contamination if the biofilm is not completely penetrated or removed. This can occur through active and passive dispersal of pathogens. Active dispersal refers to mechanisms that are initiated by the bacteria themselves where they naturally eject from the biofilm and land on other surfaces. Passive dispersal refers to biofilm cell detachment that is mediated by external forces that shear the biofilm, causing it to move and further spread. This can be caused through fluid shear, abrasion and/or vibration due to power washing, equipment vibration, or deep cleaning/scrubbing that does not penetrate and remove all the aggregate layers of biofilm. In other words, the biofilm and pathogens are just smeared around the facility like cleaning a mirror with a greasy wiping cloth.
Chemistry and Application
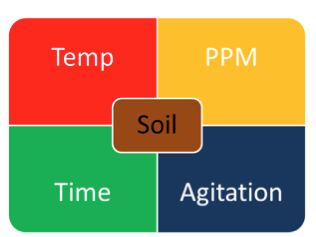
The cleaning matrix must be considered to properly remove soils that house both transient and persistent pathogens. This is done by combining proper cleaning and sanitizing agent concentration (PPM), adequate exposure time, proper temperature and mechanical action (agitation) or good old elbow grease. If there is a decrease in one area of the matrix, then an increase in the other areas needs to be made as an accommodation to the cleaning process. My years working in industry have taught me that the most expensive quadrant of the cleaning matrix is agitation, because it requires manual labor. Reduction of labor is one of the first ways companies build in efficiencies to increase profit margins. That means a solution must be built that focuses on temperature, concentration and proper contact time to produce the sanitation results necessary to prevent persistent pathogens from establishing residency within processing facilities.
Temperature should be regulated by the type of soils that need to be removed. High fat soils need a higher temperature of about 140⁰ F. However, when removing high protein soils, the temperature needs to be reduced so that the protein is not baked onto the surface. Baked proteins that are not removed become nutrients for bacteria to aggregate and reside. High temperature is does not work in every food processing plant, Jeff explained.
Proper balance of detergent and sanitizer is necessary to remove and destroy both transient and persistent pathogens. The detergent needs to be the right formulation and contact time to break down soils and biofilms with application of the right concentration and contact time of sanitizer to kill the exposed pathogens. Without the right balance in place it can create the perfect storm for spread and contamination within the processing facility.
Validation
Do your homework. Research is the most valuable tool when validating the effectiveness of a cleaning process. Private research is good but not the only form of validation on which to base a business decision. I have found that peer reviewed published research is best to use in validating all quadrants of the cleaning matrix. Academic research based on sound science that has practical application results is worth the investment to make sound business decisions.
Many products have been developed to penetrate and destroy the biofilm layers that bacteria aggregate. Again, do your homework. Choose a product that also provides a pathogen kill once the biofilm has been penetrated. I cannot stress enough to make sure that the SSOPs follow the manufacturer’s validated processes and the sanitation team follows the SSOPs’ directions.
Solution
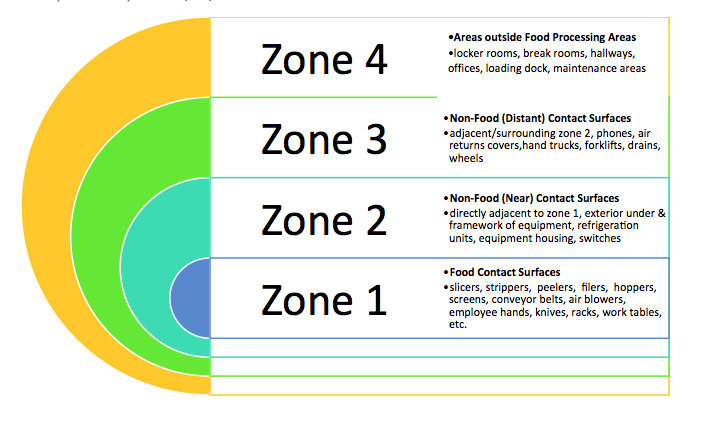
Applying the desired solution requires dividing the processing facility into zones to designate specific sanitation requirements. This will assist in the development of specific SSOPs that apply the right solution in the right zone throughout the site.
Mitchell also gave great advice about cleaning tools and cleaning chemical basics. He explained that a facility should color code the cleaning tools according to zone and only use them in the designated zone area. This prevents cross contamination from occurring, because cleaning tools can be vehicles of contamination transfer. Utilize foam detergents and foam sanitizers as they are more forgiving and increase contact time, and sanitation crew can see where they have applied the chemicals. Use the Ross-Miles foam test for stability: Foam should last more than three minutes before breaking and turning into a liquid solution that runs down the drain, costing a site money and opening up the potential for introducing pathogens into production rooms.
Mitchell advised the development of sanitation procedures that focus on daily thorough cleaning of everything from the knees down in Zones 1-3. “You want to knock everything down and keep it down. The objective is to keep bacterial creep from occurring,” he said. “Creep is where bacteria are moved by processes like water spray, splash and aerosolization, causing the bacteria to move from one area (it usually develops on the floor) to then move up walls and the legs of equipment, etc.— eventually causing contamination of food during food production and packaging.” Obviously, all food contact surfaces in Zone 1 need to have specialized SSOPs according to the equipment, food processing shifts per day, and type of foods that are being processed.
Mitchell stressed that perimeter and foot traffic control entry programs should incorporate a good foam sanitizer that stands up to the Ross-Miles test with optimal duration of five minutes. The distribution of the foam should cover a large enough area that the employees’ foot path and equipment must travel through the foam to achieve contact to control transient pathogen entrance into Zones 1–3. Concentration levels of these areas should be at least double what the food contact area strength is for effectiveness of log kill needed for control.
Environmental monitoring procedures should follow the zoning process set up for sanitation. “Swabbing for Adenosine Triphosphate (ATP) and/or Aerobic plate count (APC) are tools that can be used to help identify biofilm locations. One thing to note is that the bacteria located under the biofilm are in a modified dormant state requiring less energy and making less ATP available for detection. With that said, ATP and APC swabbing are still both viable tools to use in sanitation verification,” said Mitchell. If you only test for general risk pathogens in your facility you may receive false negatives due to biofilm masking the pathogen from showing up as a positive in environmental testing. Utilizing both general pathogen, ATP and APC in concert, is the best combination in a facility’s environmental monitoring program. The goal is to seek and find then destroy and verify.
I recently discovered a great biofilm visual detection test from Realzyme that is wonderful to use to verify whether the sanitation system in place is working. It can also differentiate between protein build-up and biofilm formation. In my professional opinion, this visual detection test is essential to incorporate in a robust environmental testing system.
Safe Food: The End Product
Our responsibility as food safety/quality professionals is to provide the safest, most delicious food for our customers to enjoy. To ensure safe food in our end product, we need to develop a robust sanitation and environmental testing program that follows the risk reduction formula (Foundational Science + Chemistry & Application + Validation = Solution) and conduct an annual sanitation gap analysis by a third-party expert for continuous improvements.
Apply these steps to protect your food, protect your brand and protect your customers so that they Savor Safe Food in every bite!
Although commonly overlooked, microbiological method validation studies are the linchpins of entire quality programs, and method validations done without rigor are crippling our industry’s ability to truly ensure the quality and safety of foods on a daily basis.
Food quality managers, it is time we discussed the critical importance of validation studies in the quality lab. Although commonly overlooked, microbiological method validation studies are the linchpins of entire quality programs, and method validations done without rigor are crippling our industry’s ability to truly ensure the quality and safety of foods on a daily basis. This article discusses the purpose and importance of microbiological method validation studies and why the food industry should insist on validation study designs of maximum rigor and validity.
What is a microbiological method, and what exactly is a validation study?
A microbiological method, for the purposes of this discussion, is any microbiology test or assay used in the food industry. It may be a test for indicator organisms such as Coliforms or yeast and mold, pathogens such as Salmonella or E. coli O157, or toxins secreted by microorganisms such as Staphylococcal enterotoxin.
A validation study is a one-time study that food safety risk managers complete in order to assure themselves that a new microbiological method produces accurate results that will enable them to effectively measure and manage food safety risk. A validation study is conducted in the actual lab where testing will be performed, with current laboratory analysts, with the specific formulations of foods that are tested regularly.
Food industry regulators and certifying bodies such as SQF expect food producers to use microbiological test methods that are proven fit for use on specific foods. If we are to draw inferences about the fitness of a new test method on specific foods, then we must study how that new test method compares to an accepted reference method, or “gold standard” method. Reference methods are those written in the Food and Drug Administration’s Bacteriological Analytical Manual, the United States Department of Agriculture’s Microbiological Laboratory Guidebook, or ISO methods. Regulators and experts agree that these methods represent the standard to which all other tests should measure up. Methods certified by the Association of Analytical Communities (AOAC) are not considered reference methods and must be validated as fit for use on foods that are appreciably different from the matrices studied. Likewise, AOAC Performance Tested Method (PTM) and Official Methods of Analysis (OMA) certificates are not substitutes for internal validation studies in any given food plant.
In my experience working with quality labs across the United States, I have seen several different validation study designs used to evaluate alternative, more rapid and cost-effective microbiological methods. Some common validation study designs are shown in Table 1. Multiple alternative tests are available, however an internal validation study is needed regardless of the test kit manufacturer. Rarely does a validation study include a comparison to agar plates, which are required for almost every microbiological reference method. Material costs, labor costs, and emergency situations typically prohibit food labs from conducting a rigorous validation study that can speak to the performance of a new method in relation to the current gold standard.
Table 1: Scientific Questions Inherent in Food Microbiology Method Validation Study Designs
Validation Study Design
Inherent Scientific Question
Does Study Explain Performance of New Test?
Test positive or spiked samples side by side on reference method and the new test
Does the test perform comparably to the reference method on my food?
Yes
Test positive or spiked samples on the new test
Regardless of accuracy, can the test detect certain or specific bacteria in my food?
No, but may be useful to understand workflow
Test any samples side by side on current AOAC certified method and new test
How do the new test’s results compare to my current AOAC certified method on my food?
No, but may be useful to understand workflow
Test any positive or negative samples on the new test
Will the new test’s workflow improve my lab’s efficiency?
No, but may be useful to understand workflow
This table presents several validation study designs common in the food industry and the scientific questions that are addressed by each design.
It is in the best interests of food producers and the public’s health to conduct rigorous validation studies that give food safety risk managers good information to make correct risk management decisions. In theory, some percentage of unsolved epidemiological foodborne illness clusters must be due to incorrect risk management decisions that allowed contaminated products to reach the market. At the same time, some percentage of all food lot rejections and recalls must be made incorrectly. A portion of these events must be related to food matrix interference that yielded incorrect microbiological results and caused the wrong risk management decision. As they say, “Garbage in, garbage out.”
In addition, including a comparison to agar reference methods in your microbiological method validation study is critical, as it reduces your chances of making an incorrect risk management decision.
Look at things this way: Plants certified with a GFSI accredited quality scheme have already put in effort to ensure analytical equipment such as thermometers and scales are calibrated. Similarly, validating microbiological methods against a reference method is equally if not more important. Finished product microbiology results inform decisions made every day that affect your profits and losses, and those results are likely a primary metric you use to study the effectiveness of your prerequisite programs and preventative controls.
Consider a quality lab that is using an alternative microbiological method that has not been rigorously validated with the plant’s specific foods. Unknown to the lab, the test results every day are twice as variable as the reference agar method and are frequently inaccurate relative to the plant’s product specifications. A rigorous method validation would demonstrate that results on the current method vary widely, while the same samples are consistent with a reference method. This well-intentioned plant is unknowingly making incorrect risk management decisions not just multiple times per year, but multiple times per week, either accidentally releasing contaminated product, reworking product that is acceptable, or disposing of perfectly good product. For the millions of dollars the food producer invests in prerequisite programs, preventative controls, quality personnel, and testing, the plant is unable to optimize their food safety risk management simply due to an unknown and overlooked incompatibility of the microbiological method with the plant’s product.
In my estimation, the costs of rigorously validating a microbiological method on all of your food products outweigh the potential hidden costs that could result from method incompatibility. The business case justifying the costs of a validation study are strong and compelling. And learning how to apply current microbiological methods specific to your foods is not as hard as you might think, considering the large host of test manufacturers, third-party labs, consultants, food safety extensions, and industry groups available to regularly provide study design education and services.
This website uses cookies so that we can provide you with the best user experience possible. Cookie information is stored in your browser and performs functions such as recognising you when you return to our website and helping our team to understand which sections of the website you find most interesting and useful.
Strictly Necessary Cookies
Strictly Necessary Cookies should be enabled at all times so that we can save your preferences for these cookie settings.
We use tracking pixels that set your arrival time at our website, this is used as part of our anti-spam and security measures. Disabling this tracking pixel would disable some of our security measures, and is therefore considered necessary for the safe operation of the website. This tracking pixel is cleared from your system when you delete files in your history.
We also use cookies to store your preferences regarding the setting of 3rd Party Cookies.
If you visit and/or use the FST Training Calendar, cookies are used to store your search terms, and keep track of which records you have seen already. Without these cookies, the Training Calendar would not work.
If you disable this cookie, we will not be able to save your preferences. This means that every time you visit this website you will need to enable or disable cookies again.
Cookie Policy
A browser cookie is a small piece of data that is stored on your device to help websites and mobile apps remember things about you. Other technologies, including Web storage and identifiers associated with your device, may be used for similar purposes. In this policy, we say “cookies” to discuss all of these technologies.
Our Privacy Policy explains how we collect and use information from and about you when you use This website and certain other Innovative Publishing Co LLC services. This policy explains more about how we use cookies and your related choices.
How We Use Cookies
Data generated from cookies and other behavioral tracking technology is not made available to any outside parties, and is only used in the aggregate to make editorial decisions for the websites. Most browsers are initially set up to accept cookies, but you can reset your browser to refuse all cookies or to indicate when a cookie is being sent by visiting this Cookies Policy page. If your cookies are disabled in the browser, neither the tracking cookie nor the preference cookie is set, and you are in effect opted-out.
In other cases, our advertisers request to use third-party tracking to verify our ad delivery, or to remarket their products and/or services to you on other websites. You may opt-out of these tracking pixels by adjusting the Do Not Track settings in your browser, or by visiting the Network Advertising Initiative Opt Out page.
You have control over whether, how, and when cookies and other tracking technologies are installed on your devices. Although each browser is different, most browsers enable their users to access and edit their cookie preferences in their browser settings. The rejection or disabling of some cookies may impact certain features of the site or to cause some of the website’s services not to function properly.
Individuals may opt-out of 3rd Party Cookies used on IPC websites by adjusting your cookie preferences through this Cookie Preferences tool, or by setting web browser settings to refuse cookies and similar tracking mechanisms. Please note that web browsers operate using different identifiers. As such, you must adjust your settings in each web browser and for each computer or device on which you would like to opt-out on. Further, if you simply delete your cookies, you will need to remove cookies from your device after every visit to the websites. You may download a browser plugin that will help you maintain your opt-out choices by visiting www.aboutads.info/pmc. You may block cookies entirely by disabling cookie use in your browser or by setting your browser to ask for your permission before setting a cookie. Blocking cookies entirely may cause some websites to work incorrectly or less effectively.
The use of online tracking mechanisms by third parties is subject to those third parties’ own privacy policies, and not this Policy. If you prefer to prevent third parties from setting and accessing cookies on your computer, you may set your browser to block all cookies. Additionally, you may remove yourself from the targeted advertising of companies within the Network Advertising Initiative by opting out here, or of companies participating in the Digital Advertising Alliance program by opting out here.