Agroson’s LLC is taking precautionary measures and has recalled 2483 boxes of Maradol Papaya Cavi Brand over Salmonella concerns. The papayas were grown and packed by Carica de Campeche—and other brands that have bought from this farm tested positive for Salmonella. Although no illnesses have been reported, the company initial the recall after FDA notified it about these other brands testing positive.
The papayas (carton codes 3044, 3045 and 3050) were distributed to wholesalers in New York, New Jersey and Connecticut between July 16 and July 19, and were sold until July 31, 2017.
Grande Produce has recalled papayas with the brand name Caribeña labeled on cartons.
One person has died (New York City), 12 people have been hospitalized and a total of 47 people have been infected with a strain of Salmonella Kiambu, according to the CDC. Epidemiological and lab evidence points to yellow Maradol papayas as the “likely” culprit of this multistate outbreak.
Thus far, one brand has been linked to the outbreak, Grande Produce, which has recalled its Caribeña brand Maradol papayas distributed between July 10 and July 19, 2017. The CDC will announce other brands once more information is available. During its investigation, an illness cluster was identified in Maryland.
Grande Produce, a distribution center located in Maryland, has stopped importing papayas from its grower and “is taking all precautionary measures to ensure the safety of its imported produce”, according to a company announcement on FDA’s website. According to Grande Produce, environmental microbial testing of its facilities has, to date, tested negative for Salmonella. “Specific sources of what health officials now believe may be two separate Salmonella outbreaks have not yet been determined,” the announcement states.
The food processing environment is ripe with hot spots where biofilm can hide. A rapid biological hygiene indicator in the form of a spray gel has been developed to provide companies with a visual indication of biofilm on a surface. Once the gel makes contact with biofilm it produces foam within two minutes. Manufactured by Sterilex, Indicon Gel does not require mixing and is appropriate for seek-and-destroy missions. It enables detection of microorganisms that include Listeria, E.coli and Salmonella on both large surfaces as well as niches that cannot be accessed by a swab.
3M has announced that its Molecular Detection Assay 2 has won the Gold Edison Award in the diagnostic tools category. The 2017 Edison Awards recognize innovators that have had a positive impact globally. The assay platform is a next-generation of tests, which also previously won an Edison award.
The technology is powered by isothermal DNA amplification and bioluminescience detection to provide a faster molecular detection of pathogens. Its single assay protocol enables batch processing of up to 96 different samples simultaneously and can provide same-day results.
The platform can be used to identify Salmonella, Listeria, Listeria monocytogenes, and E.coli O157 in food or environmental samples, and Cronobacter in powdered infant formula.
The recalls involving powdered milk continue to pile up.
Since December, more than a dozen products containing powdered milk have been recalled due to the risk of Salmonella, including mini eclairs and cream puffs, mac & cheese products, chocolate-covered pretzels, potato chips, seasonings and white peppermint Hostess Twinkies.
Back in November, FDA seized more than 4 million pounds of dry nonfat milk powder and buttermilk powder produced by Valley Milk Products, LLC. The agency used whole genome sequencing to make the connection between the samples that were collected in the facility—Salmonella strains were found from samples taken in 2016 and back to 2010. FDA identified it as a persistent strain of the pathogen.
“FDA investigators observed residues on internal parts of the processing equipment after it had been cleaned by the company and water dripping from the ceiling onto food manufacturing equipment. In addition, environmental swabs collected during the inspection confirmed the presence of Salmonella meleagridis on surfaces food came into contact with after being pasteurized.” – FDA news release
Earlier this week ConAgra Grocery Products, LLC, a subsidiary of ConAgra Foods, Inc., was sentenced to pay $11.2 million after pleading guilty to a criminal misdemeanor charge related to shipping peanut butter contaminated with Salmonella. The $8 million criminal fine and forfeiture of $3.2 million in assets is the largest fine ever paid in a food safety case, according to the Department of Justice.
“This case demonstrates companies – both large and small – must be vigilant about food safety,” said Principal Deputy Assistant Attorney General Benjamin C. Mizer, head of the Justice Department’s Civil Division in a release. “We rely every day on food processors and handlers to meet the high standards required to keep our food free of harmful contamination.”
WATCH THE VIDEO: Stephen Ostroff, M.D., FDA deputy commissioner for foods and veterinary medicine discussed the agency’s take on criminal liability at the 2016 Food Safety Consortium
ConAgra admitted that it introduced contaminated Peter Pan and private label peanut butter into interstate commerce (produced and shipped from the company’s facility in Sylvester, Georgia) during an outbreak of Salmonellosis in 2006. The company also admitted that it had been previously aware of the risk of Salmonella contamination in peanut butter dating back to 2004. Among the culprits of the contamination (as identified by company employees) were an old peanut roaster that did not uniformly heat the raw peanuts, a sugar silo damaged by a storm, and a leaky roof that permitted moisture to enter the facility, followed by airflow that may have pushed the contamination throughout the plant.
The company tried to address some of the issues, but the DOJ stated that ConAgra did not fully correct the situation until after the 2006–2007 outbreak. “While ConAgra did take corrective action eventually, by failing to timely recognize and rectify the problem of salmonella contamination, this company damaged the health of both public consumers and of the agricultural industry overall. I commend my staff, that of the Consumer Protection Branch of the Civil Division of the U.S. Department of Justice, and the investigators of the FDA, for the excellent work by all in bringing this incident to this conclusion and I hope that it will serve as a reminder to others in the industry of the high cost of failing to protect the public that relies on them to properly meet this responsibility.”
Recent research funded by the Center for Produce Safety (CPS) found that Salmonella cells may be more heat resistant during poultry litter heat treatments. This can be an issue because heat treatment is used to reduce or eliminate pathogenic microorganisms. A two-year project conducted at Clemson University is examining how moisture and heat treatment can work together to inactivate Salmonella in chicken litter. Researchers are about half way through the project and are working with two large poultry litter processors to validate heat-treatment processes in an industrial setting, and are using Salmonella surrogate and indicator microorganisms that the researchers identified in the study.
The goal of the study, according to investigator Xiuping Jiang, Ph.D. of Clemson University, is to help create guidelines that include residence time, temperature and moisture levels, and tools to assist the fertilizer industry in providing more microbiological safety in their products.
Food production facilities are facing greater scrutiny from both the public and the government to provide safe foods. FSMA is being rolled out now, with new regulations in place for large corporations, and compliance deadlines for small businesses coming up quickly. Coverage of food recalls is growing in the era of social media. Large fines and legal prosecution for food safety issues is becoming more commonplace. Improved detection methods are finding more organisms than ever before. Technologies such as pulsed-field gel electrophoresis (PFGE) can be used to track organisms back to their source. PFGE essentially codes the DNA fingerprint of an organism. Using this technology, bacterial isolates can be recovered and compared between sick people, contaminated food, and the places where food is produced. Using the national laboratory network PulseNet, foodborne illness cases can be tracked back to the production facility or field where the contamination originated. With these newer technologies, it has been shown that some pathogens keep “coming back” to cause new outbreaks. In reality, it’s not that the same strain of microorganism came back, it’s that it was never fully eradicated from the facility in the first place. Advances in environmental monitoring and microbial sampling have brought to light the shortcomings of sanitation methods being used within the food industry. In order to keep up with the advances in environmental monitoring, sanitation programs must also evolve to mitigate the increased liability that FSMA is creating for food manufacturers.
Paul Lorcheim of ClorDiSys Solutions will be speaking on a panel of Listeria Detection & Control during the 2016 Food Safety Consortium, December 8 | LEARN MOREPersistent Bacteria
Bacteria and other microorganisms are able to survive long periods of time and become reintroduced to production facilities in a variety of ways. Sometimes construction or renovation within the facility causes contamination. In 2008, Malt-O-Meal recalled its unsweetened Puffed Rice and Puffed Wheat cereals after finding Salmonella Agona during routine testing of its production plant. Further testing confirmed that the Salmonella Agona found had the same PFGE pattern as an outbreak originating from the same facility 10 years earlier in 1998. This dormant period is one of the longest witnessed within the food industry. The Salmonella was found to be originating from the cement floor, which had been sealed over rather than fully eliminated. This strategy worked well until the contamination was forgotten and a renovation project required drilling into the floor. The construction agitated and released the pathogen back into the production area and eventually contaminated the cereal product. While accidental, the new food safety landscape looks to treat such recurring contaminations with harsher penalties.
One of the most discussed and documented cases of recurring contamination involves ConAgra’s Peter Pan peanut butter brand. In 2006 and 2007, batches of Peter Pan peanut butter produced in Sylvester, GA were contaminated with Salmonella and shipped out and sold to consumers nationwide. The resulting outbreak caused more than 700 reported cases of Salmonellosis with many more going unreported. Microbial sampling determined that the 2006 contamination resulted from the same strain of Salmonella Tennessee that was found in the plant and its finished product in 2004. While possible sources of the contamination were identified in 2004, the corrective actions were not all completed before the 2006–2007 outbreak occurred. Because of the circumstances surrounding the incomplete corrective actions, ConAgra was held liable for the contamination and outbreak. A settlement was reached in 2015, resulting in a guilty plea to charges of “the introduction into interstate commerce of adulterated food” and a $11.2 million penalty. The penalty included an $8 million criminal fine, which was the largest ever paid in a food safety case. While the problems at the Sylvester plant were more than just insufficient contamination control, the inability to fully eliminate Salmonella Tennessee from the facility after the 2004 outbreak directly led to the problems encountered in 2006 and beyond.
Many times, bacteria are able to survive simply because of limitations of the cleaning method utilized by the sanitation program. In order for any sanitation/decontamination method to work, every organism must be contacted by the chemical/agent, for the proper amount of time and at the correct concentration by an agent effective against that organism. Achieving those requirements is difficult for some sanitation methods and impossible for others. Common sanitation methods include steam, isopropyl alcohol, quaternary ammonium compounds, peracetic acids, bleach and ozone, all of which have a limited ability to reach all surfaces within a space, and some are incapable of killing all microorganisms.
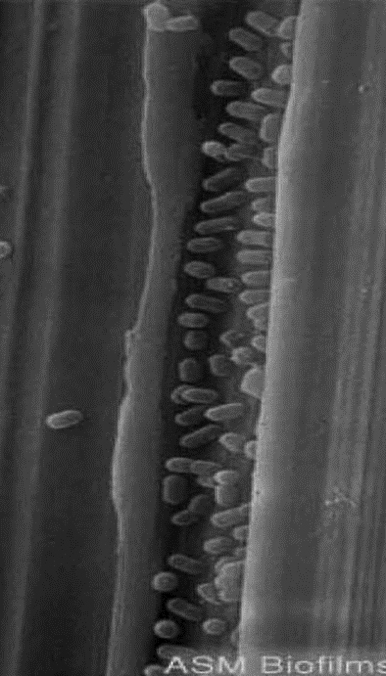
Figure 1. Bacteria in a 10-micron wide scratch.
Liquids, fogs and mists all have difficulty achieving an even distribution throughout the area, with surfaces closer or easier to reach (i.e., the top or front of an item), receiving a higher dosage than surfaces further away or in hard-to-reach areas. Such hard-to-reach areas for common sanitation methods include the bottom, back or insides of items and equipment that don’t receive a “direct hit” from the decontaminant. Liquids, fogs and mists land on and stick to surfaces, which makes it harder for them to reach locations outside the line of sight from where they are injected or sprayed. Hard-to-reach areas also include ceilings, the tops of overhead piping lines, HVAC vents, cooling coils and other surfaces that are located at greater heights than the liquids, fogs and mists can reach due to gravitational effects on the heavy liquid and vapor molecules.
Another common but extreme hard-to-reach area includes any cracks and crevices within a facility. Although crevices are to be avoided within production facilities (and should be repaired if found), it is impossible to guarantee that there are no cracks or crevices within the production area at all. Liquid disinfectants and sterilant methods deal with surface tension, which prevents them from reaching deep into cracks. Vapor, mist and fog particles tend to clump together due to strong hydrogen bonding between molecules, which often leave them too large to fit into crevices. Figure 1 shows bacteria found in a scratch in a stainless steel surface after it had been wiped down with a liquid sterilant. The liquid sterilant was unable to reach into the scratch and kill/remove the bacteria. The bacteria were protected by the crevice created by the scratch, giving them a safe harbor location where they could replicate and potentially exit in the future to contaminate product itself.
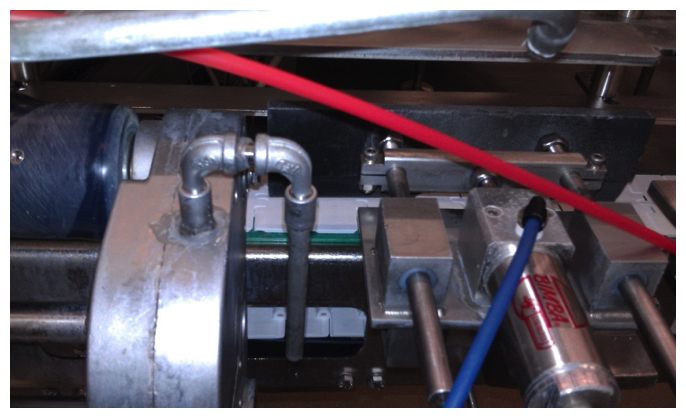
Figure 2. Processing machinery
Processing equipment and machinery in general contain many hard-to-reach areas, which challenge the routine cleaning process. In sanitation, “hard to reach” is synonymous with “hard to clean”. Figure 2 shows processing equipment from an ice cream manufacturing facility. Processing equipment cannot be manufactured to eliminate all hard-to-clean areas. As such, even with all the sanitary design considerations possible, it is impossible to have equipment that does not contain any hard-to-clean areas. While sanitary design is essential, additional steps must be taken to further reduce the possibility of contamination and the risk that comes along with it. This means that in order to improve one’s contamination control and risk management programs, improvements must also be made to the sanitation program and the methods of cleaning and decontamination used.
Chlorine Dioxide Gas
Food safety attorney Shawn K. Stevens recently wrote that “given the risk created by the FDA’s war on pathogens, food companies should invest in technologies to better control pathogens in the food processing environments.”1 One method that is able to overcome the inherent difficulties of reaching all pathogens within a food processing environment is chlorine dioxide gas (ClO2 gas). ClO2 gas is a proven sterilant capable of eliminating all viruses, bacteria, fungi, and spores. As a true gas, ClO2 gas follows the natural gas laws, which state that it fills the space it is contained within evenly and completely. The chlorine dioxide molecule is smaller than the smallest viruses and bacteria. Combined, this means that ClO2 gas is able to contact all surfaces within a space and penetrate into cracks further than pathogens can, allowing for the complete decontamination of all microorganisms with the space. It also does not leave residues, making it safe for the treatment of food contact surfaces. It has been used to decontaminate a growing number of food facilities for both contamination response and contamination prevention in order to ensure sterility after renovations, equipment installations and routine plant shutdowns.
Conclusion
“If food companies do not take extraordinary measures to identify Lm in their facilities, perform a comprehensive investigation to find the root cause or source, and then destroy and eliminate it completely, the pathogen will likely persist and, over time, intermittently contaminate their finished products,” wrote Stevens.1 Environmental monitoring and sampling programs have been improved in terms of both technology and technique to better achieve the goal of identifying Lm or other pathogens within a food production environment. The FDA will be aggressive in its environmental monitoring and sampling under the food safety guidelines required by FSMA. Food production facilities will be closely monitored and tracked using PulseNet, with contaminated product being traced back to their source. Recurring contamination by a persistent pathogen will be viewed more severely. While there are many reasons that pathogens can persist within a food manufacturing environment, insufficient cleaning and decontamination is the most common. Traditional cleaning methods are incapable of reaching all surfaces and crevices within a space. In order to eliminate the risk of pathogens re-contaminating a facility, the pathogens need to be fully eliminated from their source and harbor locations. ClO2 gas is a method capable of delivering guaranteed elimination of all pathogens to maintain a pathogen-free environment. With the new era of food safety upon us, ensuring a clean food production environment is more important than ever, and ClO2 gas is uniquely situated to help reduce the risk and liability provided by both the government and the public.
In the summer of 2015, multiple ice cream manufacturers were affected by Listeria monocytogenes contamination. Part two of this article will detail one such company that utilized ClO2 gas to eliminate Listeria from its facility.
A new rapid assay may help growers make faster and more informed decisions right on the farm. Researchers from the University of Massachusetts and Cornell University are developing a test that addresses the challenge of sampling produce and assessing risk in a timely manner. The dipstick would enable rapid detection of Salmonella in agricultural samples in about three hours.
How It Works
“Users simply place a leaf sample in a small plastic bag that contains enzymes and incubate it for about 1.5 hours. Users would then squeeze a small liquid sample through a filter and place it in a tube with bacteriophages—viruses that are harmless to humans but infect specific bacterium, such as Salmonella or E. coli. Some phages are so specific they will only infect one bacterium serotype while others will infect a broader range of serotypes within an individual species. Phages also will only infect and replicate in viable bacteria, ensuring that non-viable organisms are not detected. This distinction is useful if prior mitigation steps, such as chlorination, have already been used. The phages used in the test were engineered to insert a particular gene into the bacteria.” – Center for Produce Safety
“We have been developing dipstick assays for ultra-low detection limits,” the technical abstract, Rapid bacterial testing for on-farm sampling, states. “Our preliminary data suggests that our fluorescent dipstick will have a detection limit of Salmonella spp. cells which makes the test ideal for on-farm use and appropriate federal requirements.”
Beginning on September 21, FSIS will test all domestic and imported pasteurized egg products for Listeria monocytogenes (Lm). The agency currently tests these products for Lm if they have a shelf-life claim, but the new initiative will test all pasteurized egg products regardless of claims. FSIS is also getting rid of Lm analysis at the end of shelf-life on products with claims under the domestic egg products sampling program (EGGDOM); the agency will instead collect samples of dried, liquid and frozen pasteurized egg products and test them for both Salmonella and Lm.
Food Safety Tech is organizing a Listeria Detection & Control Workshop in Washington, DC, October 6-7. Virtual attendance is also offered for folks unable to travel.
This website uses cookies so that we can provide you with the best user experience possible. Cookie information is stored in your browser and performs functions such as recognising you when you return to our website and helping our team to understand which sections of the website you find most interesting and useful.
Strictly Necessary Cookies
Strictly Necessary Cookies should be enabled at all times so that we can save your preferences for these cookie settings.
We use tracking pixels that set your arrival time at our website, this is used as part of our anti-spam and security measures. Disabling this tracking pixel would disable some of our security measures, and is therefore considered necessary for the safe operation of the website. This tracking pixel is cleared from your system when you delete files in your history.
We also use cookies to store your preferences regarding the setting of 3rd Party Cookies.
If you visit and/or use the FST Training Calendar, cookies are used to store your search terms, and keep track of which records you have seen already. Without these cookies, the Training Calendar would not work.
If you disable this cookie, we will not be able to save your preferences. This means that every time you visit this website you will need to enable or disable cookies again.
Cookie Policy
A browser cookie is a small piece of data that is stored on your device to help websites and mobile apps remember things about you. Other technologies, including Web storage and identifiers associated with your device, may be used for similar purposes. In this policy, we say “cookies” to discuss all of these technologies.
Our Privacy Policy explains how we collect and use information from and about you when you use This website and certain other Innovative Publishing Co LLC services. This policy explains more about how we use cookies and your related choices.
How We Use Cookies
Data generated from cookies and other behavioral tracking technology is not made available to any outside parties, and is only used in the aggregate to make editorial decisions for the websites. Most browsers are initially set up to accept cookies, but you can reset your browser to refuse all cookies or to indicate when a cookie is being sent by visiting this Cookies Policy page. If your cookies are disabled in the browser, neither the tracking cookie nor the preference cookie is set, and you are in effect opted-out.
In other cases, our advertisers request to use third-party tracking to verify our ad delivery, or to remarket their products and/or services to you on other websites. You may opt-out of these tracking pixels by adjusting the Do Not Track settings in your browser, or by visiting the Network Advertising Initiative Opt Out page.
You have control over whether, how, and when cookies and other tracking technologies are installed on your devices. Although each browser is different, most browsers enable their users to access and edit their cookie preferences in their browser settings. The rejection or disabling of some cookies may impact certain features of the site or to cause some of the website’s services not to function properly.
Individuals may opt-out of 3rd Party Cookies used on IPC websites by adjusting your cookie preferences through this Cookie Preferences tool, or by setting web browser settings to refuse cookies and similar tracking mechanisms. Please note that web browsers operate using different identifiers. As such, you must adjust your settings in each web browser and for each computer or device on which you would like to opt-out on. Further, if you simply delete your cookies, you will need to remove cookies from your device after every visit to the websites. You may download a browser plugin that will help you maintain your opt-out choices by visiting www.aboutads.info/pmc. You may block cookies entirely by disabling cookie use in your browser or by setting your browser to ask for your permission before setting a cookie. Blocking cookies entirely may cause some websites to work incorrectly or less effectively.
The use of online tracking mechanisms by third parties is subject to those third parties’ own privacy policies, and not this Policy. If you prefer to prevent third parties from setting and accessing cookies on your computer, you may set your browser to block all cookies. Additionally, you may remove yourself from the targeted advertising of companies within the Network Advertising Initiative by opting out here, or of companies participating in the Digital Advertising Alliance program by opting out here.