The following infographic outlines the state of foodborne disease in the United States and current entities/legislation that are working to prevent illness.
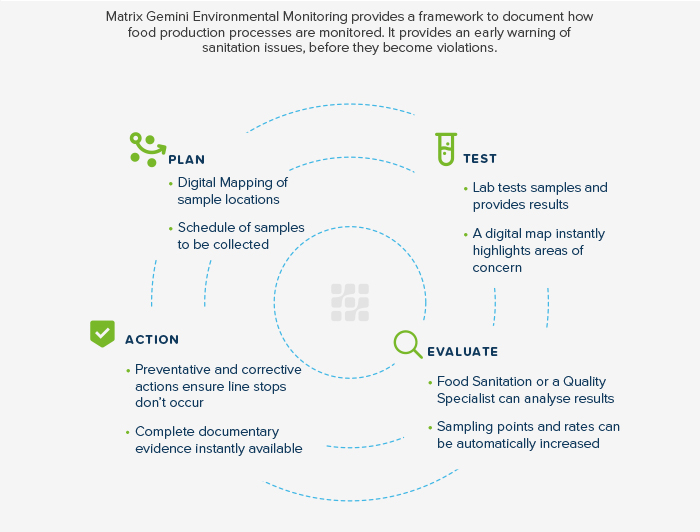
How LIMS (laboratory information management systems) can help with documenting environmental monitoring
The full infographic from Autoscribe Informatics is available on the company’s website.
In recent years, several food products typically considered safe by consumers have fallen victim to recalls as a result of Listeria monocytogenes (Lm). Caramel apples, ice cream, packaged salads and frozen vegetables were responsible for sickening dozens of people and killing more than 10. These products are part of an alarming group of common foods that have caused outbreaks, including milk, spinach, sprouts, peanut butter, cheese, cantaloupes and raw cookie dough. And the broad range of pathogens causing these outbreaks is just as diverse, and they continue to find creep into food processing facilities, finished food products and consumer homes.
At the 2016 Food Safety Consortium, Shawn Stevens will moderate the workshop session, Bringing the final FMSA pieces together: You have a basic preventative control program, what’s left? | Friday, December 9 | LEARN MORERegardless of sophistication or expertise in pathogen control, there isn’t a single company out there that is immune to the risk of contamination. Why? Well much of the foods (or ingredients) that we consume are grown and harvested in environments that are susceptible to contamination. Fruits, vegetables and other products, such as spices, can easily become contaminated with Lm, Salmonella or E. coli in the fields where they are grown, in transit or in the processing facilities.
Once pathogens are introduced into the processing environment, they can quickly spread and contaminate food products. Recent studies reveal that Listeria is a significant concern in these environments. For example, out of 5,000 samples from the food preparation areas of 30 retail grocery establishments, approximately 10% tested positive for Lm. These are scary numbers considering almost 16% of those who become infected with Lm will die.
In today’s new environment, FDA will be seeking justification to bring criminal charges whenever a contaminated product causes human illness. You should be nervous about this: If your company sells finished goods into commerce, those products may be selected for sampling and testing, and your company runs the risk that the results will come back positive for a pathogen of concern. And what’s more troubling is the fact that many companies do not conduct environmental testing in their food processing facilities, and so they have no idea whether pathogens (whether transient or resident) are lurking within their facilities. Thus, a microbiological profiling study conducted under the veil of the attorney-client privilege should be conducted to determine the presence of any microbiological persistence issues within a facility. Upon completion of the study, a company should invest in pathogen-reduction technologies to decrease the chances that FDA will uncover pathogens in the environment during an inspection. Finally perform a criminal protection audit to help strengthen company programs and develop protocols that will further protect against criminal exposure.
The bottom line is that if food companies do not take extraordinary measures to identify Lm in their facilities, perform a comprehensive investigation to find the root cause or source, and then destroy and eliminate it completely, the pathogen will likely persist and, over time, intermittently contaminate their finished products.
Microbiological Profiling Studies
Lesson number one from the Blue Bell Lm outbreak is that pathogens can be extremely elusive and, as a result, a simple environmental monitoring program will never save your company from being involved in an outbreak or being the focus of criminal sanctions. All food companies should be aggressively testing for Lm (or other pathogens, depending upon the product risk profile) in their facilities and must take strong action against sporadic or intermittent positive findings. Although many food companies view a single operational failure as the culprit of an outbreak, the reality is that in most cases, the cause is something far more subtle, far more persistent, and far more dangerous. In recent years, a large number of outbreaks have involved Lm and antibiotic-resistant Salmonella that was linked to products that had been processed over multiple months.
Food companies should conduct a comprehensive one-time microbiological profile for pathogens in their processing facilities. Be sure to coordinate your profiling study with a lawyer experienced in food safety to make sure that the study is designed correctly and that the results will be protected under the attorney-client privilege. Once the results are reported, the company can take care of any positive findings, identify the contamination source, implement technologies to reduce and control the contamination, and develop a microbiological control and monitoring program to ensure that the pathogen remains controlled moving forward.
Pathogen Reduction Technologies
The second lesson learned from the Blue Bell case is that, when Lm or any resistant pathogen is found sporadically in the environment, what was once regarded as effective corrective actions (i.e., re-cleaning, re-sanitizing and re-testing) are no longer enough. In addition to existing cleaning and sanitizing procedures, companies should use new pathogen reduction technologies to help control the environment.
Inexpensive air and surface treatment technology that sanitizes the food processing environment is now available. The treatment is approved for use in occupied spaces and provides 24-hour treatment of the environment. By using active air and surface treatment, food processing companies can gain a level of control and decrease the possibility that any pathogen, if introduced, will persist or establish a niche.
Puradigm, LLC, for instance, utilizes a multi- patented, NASA-based active air and surface sterilization approach to control pathogens in the food processing environment. In studies performed by Kansas State University, the company obtained a 2.9 Log reduction on environmental food contact surfaces in the food processing environment. Similar reductions for other pathogens are displayed in Table I.1
Microbial reductions on stainless steel associated with 24-hour treatment using Puradigm advanced oxidation cell
I make this observation because, given the risk created by the FDA’s war on pathogens, food companies should invest in technologies to better control pathogens in their food processing environments. Once these preventative technologies are put into place, companies can perform periodic microbiological monitoring to validate that the controls are effective and working as designed. If such solutions are employed, there is a greater likelihood that when FDA arrives to perform microbiological profiling, the agency will be less likely to find positive test results from the food processing environment, better protecting food companies from additional regulatory or criminal exposure.
Criminal Protection Audits
In addition to commissioning microbiological profiling studies in facilities and employing active air and surface sterilization technologies, food companies should also perform internal criminal protection audits. These audits should be designed to identify gaps in existing company protocols and develop written programs designed to help navigate the challenges posed by any food safety issues uncovered.
If developed correctly, the written program should provide the company with a decision-tree to follow in the event of a positive environmental finding, a series of customer complaints relating to the safety of a product, or a notification from a governmental entity of a potential food safety problem. These protocols and programs, if followed in the event of a food safety issue, can help ensure that the conduct of the company in response to any such issues will in all cases be appropriate, and that there will not be any basis upon which FDA or DOJ could support criminal charges.
Conclusion
The FDA (in cooperation with DOJ) has launched a war on pathogens. The agency is targeting food products at retail and engaging in microbiological profiling of all food companies. Unless companies act now to better quantify and control pathogens in the food processing environment, they are exposing themselves to incredible food safety risk, including significant brand damage (in the event of a recall) and criminal sanctions (if their product is linked to human illness). Companies must carefully consider the emerging risks facing them and take measures to decrease and eliminate their exposure.
Reference
GC/MS Evaluation of Compounds in Air Samples in a Controlled Environmental Chamber Equipped with a Puradigm Advanced Technology Cell, November 5, 2013, Dr. James Marsden, Kansas State University Food Science Institute.
Recent recalls and outbreaks associated with Listeria coupled with FDA’s finalization of the FSMA preventive controls rule have heightened the industry’s need to focus on environmental testing programs. The need for a preventive control program with higher resolution is especially highlighted by the government’s increasing use of whole genome sequencing data to more rapidly link human illness to food processing establishments. I work with many customers who simply do not recognize all of the factors that influence their ability to detect Listeria in environmental samples. For many, an environmental sample is collected, shipped to a third-party lab, results are received within two to four days, and few questions asked. Most companies have not invested the time and resources needed to truly understand how each component of an environmental sample impacts their ability to detect Listeria. So what factors should be considered to maximize Listeria detection in the plant environment?
Learn innovative ways to mitigate the threat of Listeria at the Listeria Detection & Control Workshop | May 31–June 1, 2016 | St. Paul, MN | LEARN MOREListeria is a True Survivor
Listeria is inherently a hearty organism that can withstand highly adverse conditions in the plant environment. It is able to survive and grow across a wide range of temperatures, including refrigeration, and it is more tolerant to heat than Salmonella and E. coli. Additionally, the organism survives across a wide pH range, including extended periods in highly acidic conditions, and can survive food processing and preservation with up to 25.5% salt. These traits may result in highly injured Listeria being collected in environmental samples, and requires optimization of the sample collection and analysis process in order for detection and culture confirmation to occur.
Sanitation Programs May Not Destroy Listeria
Sanitation practices are intended to destroy Listeria in the plant environment, but not all sanitizers will be 100% effective. In some cases, sanitizers may not fully kill Listeria, leaving highly injured Listeria that may require an extended lag phase in order for growth and detection during testing. Sub-lethally injured Listeria remains a food safety concern, as the bacteria maintain the ability to recover and flourish in a nutritive environment. Additionally, Listeria readily forms biofilms in the plant environment, which many traditional sanitizers do not effectively remove. Biofilms in the plant environment may maintain low levels of Listeria that may be challenging to detect without the use of a sensitive detection method.
Sample Collection: Choose the Right Tool for the Job
The neutralizing and nutritive capacity of the collection media used with the collection device can have a significant impact on the ability to resuscitate, detect and culture stressed Listeria. When selecting a collection media, it is important to ensure that the media will effectively neutralize the sanitizers used in the plant environment. For instance, peroxyacetic acid and quaterinary ammonia-based sanitizers will not be neutralized well by commonly used collection media such as Neutralizing Buffer or Letheen Broth. Neutralization of the sanitizer in environmental samples is important in order for resuscitation and growth of any Listeria present within the sample. Additionally, use of a collection media that contains nutrients to begin the resuscitation process for Listeria immediately upon collection is also important for detection and culture confirmation of Listeria in samples. Collection media such as Neutralizing Buffer contains monopatassium phosphate, sodium thiosulfate, and aryl sulfonate complex intended only to neutralize sanitizers. Conversely, D/E Broth and HiCap Broth have components to nourish Listeria and facilitate resuscitation in addition to neutralizing sanitizers.
Enrichment Media Determines Recovery & Growth
Enrichment media plays a major role in the speed of recovery and growth of Listeria in environmental samples. Medias that facilitate faster recovery of injured Listeria allow for shortened lag phases facilitating more rapid growth. Enrichment media that facilitate faster recovery and growth allow Listeria to reach the limit of detection for screening tools more quickly. When paired with a highly sensitive method, enrichment media, which foster greater Listeria growth and recovery, can allow for significant reductions in time to results for screening methods. Additionally, faster recovery and growth of Listeria due to enrichment media can increase the likelihood of culturally confirming Listeria found at low levels pre-enrichment.
Not All Detection Methods are the Same
The ability of a detection method to find Listeria in an environmental sample is impacted by two factors: 1) method sensitivity and 2) method robustness in the presence of sanitizers. The more sensitive a rapid test method, the greater the chance of finding low levels of Listeria in an environmental sample. Low levels of Listeria in environmental samples are likely due to the injured state of Listeria in the plant environment post sanitization. Immuno-based rapid methods have a sensitivity of 105–106, DNA-based methods have a sensitivity of 104–105 and RNA based methods have a sensitivity of 102–103. Using an RNA-based method offers 1 to 2 logs greater sensitivity and greatly increases the chance of finding low-level Listeria.1 This can be particularly true when sampling conditions such as collection media or enrichment media are less than optimal for the neutralization of sanitizers and growth and recovery of Listeria.
Another important factor that influences a test method’s ability to detect Listeria in an environmental sample is the method’s ability to amplify and detect the organism in the presence of sanitizers. Most molecular-based methods do not include a sample clean up step resulting in sanitizer being present during the amplification step. For some methods, sanitizers may inhibit amplification, resulting in indeterminate or false negative results.
Confirmation Requires Optimization of the Sampling Process
The ability to culturally confirm a Listeria sample that screens positive is influenced by the entire environmental sampling process. In order to culture confirm samples with highly injured, low-level Listeria, it is necessary to optimize the sample collection media, enrichment media, and confirmation process to provide the greatest likelihood of culture recovery. If Listeria is not adequately resuscitated and able to achieve sufficient growth, the level of Listeria present in the sample post-enrichment may be below the limit of detection for culture. The likelihood of culture confirmation can be increased by incorporating steps such as a secondary enrichment or concentration via IMS capture. Culture confirmation for samples that screen positive on a rapid method can be especially challenging if a highly sensitive test method is used for screening that may detect Listeria at lower levels than culture. Thus, optimizing the environmental sample program is especially important if confirmation of screening results for highly sensitive methods is desired.
Method Sensitivity and Increased Positivity
Employing a highly sensitive screening tool for environmental samples provides a better lens to view risk within the food safety processing environment. Many companies fear that a more sensitive method will result in significant increases in positivity and cost for increased sanitation. In working with customers who have moved from immune-based methods to a highly sensitivity molecular method, I’ve observed an initial increase in positivity followed by a leveling off of low-level positivity after enhanced interventions are taken in the plant. Companies that proactively seek out and destroy Listeria in their plants are then able to maintain low level rates of positivity with routine cleaning measures, while also maintaining the confidence that they are using the best tool available for Listeria monitoring.
Understand Your Risk & Establish a Culture of Food Safety
It is important for food safety professionals to fully consider the hidden risks that may exist in their plant environment due to the environmental sample process masking the true presence of Listeria. Each component of the environmental monitoring process, sanitizer, collection media, enrichment media, detection method and culture process plays an important role in a company’s ability to be able to detect and culture confirm Listeria in the plant environment. Optimizing each step within the environmental sample process allows a company to be proactive instead of reactive. This approach creates a company culture of food safety that can seek out, detect and destroy Listeria in the plant environment, can significantly mitigate risk. The good news is that by incorporating the right food safety culture and making data-driven choices, today’s manufacturer can achieve both short-term dividends of risk reduction as well as a long-term elevation of control of its process.
Most recently we have seen an increase in foodborne illness outbreaks from Listeria to Salmonella to Norovirus to E.coli, many of which are a result of post-lethal contamination of processed foods. This is often a direct result of a gap in the sanitation programs that were in place at the processing facilities. Every facility should conduct a sanitation gap analysis on an annual basis. In order to receive unbiased feedback, this activity is best performed by a third party that is not a chemical provider.
Join Gina Kramer at the Listeria Detection & Control Workshop, May 31–June 1 in St. Paul, MN | LEARN MOREDeveloping and implementing a sound environmental hygiene program at a food processing facility is essential to its success in producing safe food for consumer consumption. There are fundamental basics of sanitation that every plant must follow in developing a strong program. The fundamental basics include: Developing sanitation standard operating procedures (SSOPs) for; Floors and drains, walls, ceilings, equipment and utensils, and employees. SSOPs must also contain perimeter control, foot traffic control into food preparation areas, zoning, and environmental sampling procedures.
VIDEO: Jeff Mitchell and Gina Kramer discuss the increase in Listeria recalls. | WATCH NOW
When developing SSOPs, using the proper risk reduction formula will lead to sanitation success. To determine the best risk reduction formula, I sought the advice of sanitation expert, Jeff Mitchell, vice president of food safety at Chemstar. Before working for Chemstar, Mitchell was the Command Food Safety Officer for the United States Department of Defense (DOD). Serving more than 20 years for the DOD has given him the opportunity to visit thousands of processing facilities all over the world, seeing the best and the worst, and assisting in finding the root cause of contamination issues and negative environmental sampling results. In this article, I share Mitchell’s risk reduction formula for sanitation success and how to use the formula to build a solid and successful sanitation program.
Foundational Science
“An understanding of the difference between transient and persistent (or resident) pathogens is a key part in the foundational science of sanitation solutions,” explained Mitchell as we discussed the details of the risk reduction formula. Transient pathogens are those that are introduced to the processing facility from the external environment. Entrance occurs from deliveries on transportation vehicles and pallets, food, and non-food products and its packaging, employees and visitors, pests and rodents, along with leaks in the roof or improper cleaning of drains, which are known reservoirs.
“Persistent pathogens are those pathogens that establish residency within the processing facility. Most bacteria will aggregate within a biofilm, allowing them to live in communities. A biofilm is a survival mode for the bacteria; it protects it from sanitizer penetration. The biofilm layers actually masks it from sampling detection. You could swab a surface or an area and not get a positive pathogen test result, because the biofilm is masking it,” Mitchell stated. He continued to explain that most contamination risks are likely from established populations. Four things need to exist for resident populations to form: Pathogen introduction, water, trace organics and niche area for attachment and growth. Food processing facilities should be most concerned about these populations, as they’re being traced to many recent outbreaks and recalls.
In his experience, Mitchell shared that sanitation efforts should focus on areas within the processing facility where moisture and nutrients are collected; both are needed for biofilm formation. Disruption of these niche areas containing biofilm can result in direct (food contact) and indirect (non-food contact) contamination if the biofilm is not completely penetrated or removed. This can occur through active and passive dispersal of pathogens. Active dispersal refers to mechanisms that are initiated by the bacteria themselves where they naturally eject from the biofilm and land on other surfaces. Passive dispersal refers to biofilm cell detachment that is mediated by external forces that shear the biofilm, causing it to move and further spread. This can be caused through fluid shear, abrasion and/or vibration due to power washing, equipment vibration, or deep cleaning/scrubbing that does not penetrate and remove all the aggregate layers of biofilm. In other words, the biofilm and pathogens are just smeared around the facility like cleaning a mirror with a greasy wiping cloth.
Chemistry and Application
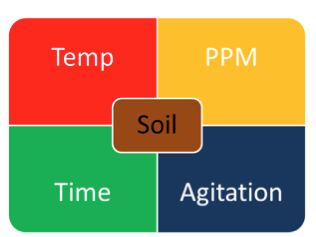
The cleaning matrix must be considered to properly remove soils that house both transient and persistent pathogens. This is done by combining proper cleaning and sanitizing agent concentration (PPM), adequate exposure time, proper temperature and mechanical action (agitation) or good old elbow grease. If there is a decrease in one area of the matrix, then an increase in the other areas needs to be made as an accommodation to the cleaning process. My years working in industry have taught me that the most expensive quadrant of the cleaning matrix is agitation, because it requires manual labor. Reduction of labor is one of the first ways companies build in efficiencies to increase profit margins. That means a solution must be built that focuses on temperature, concentration and proper contact time to produce the sanitation results necessary to prevent persistent pathogens from establishing residency within processing facilities.
Temperature should be regulated by the type of soils that need to be removed. High fat soils need a higher temperature of about 140⁰ F. However, when removing high protein soils, the temperature needs to be reduced so that the protein is not baked onto the surface. Baked proteins that are not removed become nutrients for bacteria to aggregate and reside. High temperature is does not work in every food processing plant, Jeff explained.
Proper balance of detergent and sanitizer is necessary to remove and destroy both transient and persistent pathogens. The detergent needs to be the right formulation and contact time to break down soils and biofilms with application of the right concentration and contact time of sanitizer to kill the exposed pathogens. Without the right balance in place it can create the perfect storm for spread and contamination within the processing facility.
Validation
Do your homework. Research is the most valuable tool when validating the effectiveness of a cleaning process. Private research is good but not the only form of validation on which to base a business decision. I have found that peer reviewed published research is best to use in validating all quadrants of the cleaning matrix. Academic research based on sound science that has practical application results is worth the investment to make sound business decisions.
Many products have been developed to penetrate and destroy the biofilm layers that bacteria aggregate. Again, do your homework. Choose a product that also provides a pathogen kill once the biofilm has been penetrated. I cannot stress enough to make sure that the SSOPs follow the manufacturer’s validated processes and the sanitation team follows the SSOPs’ directions.
Solution
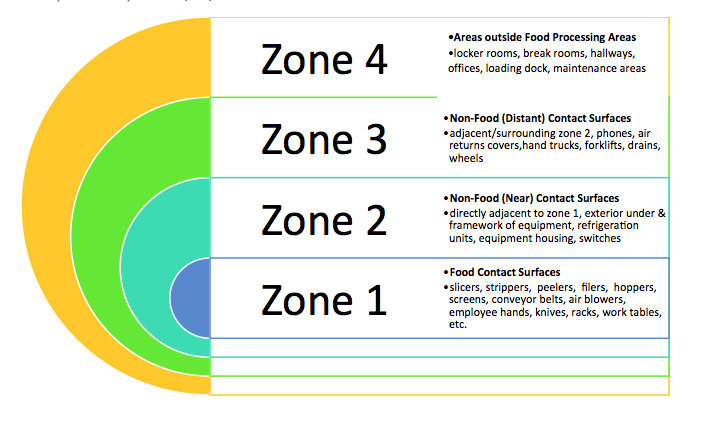
Applying the desired solution requires dividing the processing facility into zones to designate specific sanitation requirements. This will assist in the development of specific SSOPs that apply the right solution in the right zone throughout the site.
Mitchell also gave great advice about cleaning tools and cleaning chemical basics. He explained that a facility should color code the cleaning tools according to zone and only use them in the designated zone area. This prevents cross contamination from occurring, because cleaning tools can be vehicles of contamination transfer. Utilize foam detergents and foam sanitizers as they are more forgiving and increase contact time, and sanitation crew can see where they have applied the chemicals. Use the Ross-Miles foam test for stability: Foam should last more than three minutes before breaking and turning into a liquid solution that runs down the drain, costing a site money and opening up the potential for introducing pathogens into production rooms.
Mitchell advised the development of sanitation procedures that focus on daily thorough cleaning of everything from the knees down in Zones 1-3. “You want to knock everything down and keep it down. The objective is to keep bacterial creep from occurring,” he said. “Creep is where bacteria are moved by processes like water spray, splash and aerosolization, causing the bacteria to move from one area (it usually develops on the floor) to then move up walls and the legs of equipment, etc.— eventually causing contamination of food during food production and packaging.” Obviously, all food contact surfaces in Zone 1 need to have specialized SSOPs according to the equipment, food processing shifts per day, and type of foods that are being processed.
Mitchell stressed that perimeter and foot traffic control entry programs should incorporate a good foam sanitizer that stands up to the Ross-Miles test with optimal duration of five minutes. The distribution of the foam should cover a large enough area that the employees’ foot path and equipment must travel through the foam to achieve contact to control transient pathogen entrance into Zones 1–3. Concentration levels of these areas should be at least double what the food contact area strength is for effectiveness of log kill needed for control.
Environmental monitoring procedures should follow the zoning process set up for sanitation. “Swabbing for Adenosine Triphosphate (ATP) and/or Aerobic plate count (APC) are tools that can be used to help identify biofilm locations. One thing to note is that the bacteria located under the biofilm are in a modified dormant state requiring less energy and making less ATP available for detection. With that said, ATP and APC swabbing are still both viable tools to use in sanitation verification,” said Mitchell. If you only test for general risk pathogens in your facility you may receive false negatives due to biofilm masking the pathogen from showing up as a positive in environmental testing. Utilizing both general pathogen, ATP and APC in concert, is the best combination in a facility’s environmental monitoring program. The goal is to seek and find then destroy and verify.
I recently discovered a great biofilm visual detection test from Realzyme that is wonderful to use to verify whether the sanitation system in place is working. It can also differentiate between protein build-up and biofilm formation. In my professional opinion, this visual detection test is essential to incorporate in a robust environmental testing system.
Safe Food: The End Product
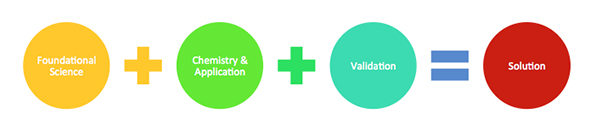
Our responsibility as food safety/quality professionals is to provide the safest, most delicious food for our customers to enjoy. To ensure safe food in our end product, we need to develop a robust sanitation and environmental testing program that follows the risk reduction formula (Foundational Science + Chemistry & Application + Validation = Solution) and conduct an annual sanitation gap analysis by a third-party expert for continuous improvements.
Apply these steps to protect your food, protect your brand and protect your customers so that they Savor Safe Food in every bite!
Unfortunately, quite often we are reminded of the vulnerabilities throughout the food supply chain. The latest E. coli outbreak linked to Chipotle restaurants in Oregon and Washington once again has consumers and the food safety industry on edge about traceability and a company’s ability to quickly identify the source of a serious outbreak. According to the CDC’s most recent update, laboratory testing is ongoing to find the DNA fingerprint of the bacteria. Concerning as this may be, no deaths have been reported thus far, but 42 people have been reported ill and 14 have been hospitalized in Washington and Oregon. In the most recent statement released on Chipotle’s website, the company said it is “aggressively” taking steps to address the problem, including by conducting deep cleaning and sanitization of its restaurants as well as environmental testing in its restaurants, and replacing all food items in the establishments that it closed “out of an abundance of caution”.
What if this were a situation of intentional contamination? Would Chipotle or any other company in this type of scenario really be prepared? These questions were posed by Rod Wheeler, CEO of The Global Food Defense Institute during a recent conversation with Food Safety Tech about food defense, and food tampering and intentional adulteration. Wheeler and Bruce Lesniak, president of Lesniak & Associates, shared their views on the threats that the food industry is facing and why companies need to have a strong plan in place to prepare for an attack on the food supply.
During next week’s Food Safety Consortium conference, Rod Wheeler will moderate the Ask the Experts session, “Engaging Food Tampering Discussion Surrounding Food Defense” on Wednesday, November 18. LEARN MOREFood Safety Tech:What challenges do you see companies facing in the area of food tampering and adulteration?
Rod Wheeler: Our food supply is wide open. It accounts for 13% of the overall U.S. GDP. One thing we know about terrorists is that they want to affect our financial markets. What’s the best way to do that? You attack the 13% GDP – and what infrastructure is that? It’s our wireless systems, airline systems, transportation systems, medical supply, or our food and agricultural supply. Those are the top areas in which we need to focus, and we have to make sure the food & agriculture supply remains safe and secure in the United States.
On 9/11 the world changed, and the challenge for us becomes, within all of our 18 infrastructures, but how have we changed? Do we continue to do business the same way we always have, even prior to 9/11? Over the past few years, we’ve seen a significant increase in terroristic activity around the world—from France to Syria to Yemen to Pakistan. Here in the United States, we have to be mindful of what is happening.
Rod Wheeler, CEO of The Global Food Defense Institute
We’ve always had food safety programs: HACCP, HARPC, GFSI, SQF, etc.—those are good for unintentional contamination. But what happens if someone wants to intentionally place a deadly contaminant into a product?
In this country, on a daily basis we see contaminations occurring. We were recently notified of a massive outbreak of E. coli that has occurred throughout the Chipotle system: 47 Chipotle stores have been closed. What does that mean? Is that just a food safety issue? What if that E. coli could have been intentionally grown in a test tube and placed into the food supply? Going forward, we have a duty and an obligation to look at these things, not just at face value but think about whether they are intentional events.
FST: Where are the biggest holes within food defense plans?
Wheeler: With more than 15 years of visiting food processing facilities, agricultural farms, dairy farms, and dairy processing facilities, the biggest concern that resonates with me is the fact that the culture of security is not there. The culture of security is simply security awareness—not planning. People in food plants are being taught to be mindful not vigilant. The largest of food companies have well thought out and active safety and defense plans, and their employees are educated, trained and empowered. We find that this falls off sharply with the mid-sized and small manufacturers and suppliers. All food providers must have a comprehensive and strategic security plan that is active and measureable.
For example, let’s say a contractor is walking though a food plant. You have worked in that plant for five years but have never seen this person before. Would you question that person about their credentials? Are people thinking about the things they can personally do to reduce or mitigate the risk… are they empowered?
“When Someone Dies, It’s Not Business as Usual”: Darin Detwiler of STOP Foodborne Illness discusses the impact of the PCA sentencing on the food industry. Watch the video
So, the question is “what do you do when/if”: This is one of the topics we will be discussing at the [Food Safety Consortium] conference. It’s interesting that when we present this scenario to the management of a food company, many answer back with a blank stare. We ask, do you shut down your facility? Do you notify your customers? Do you notify the national media? This question goes to the root of the company’s security culture and the strength of its strategic planning. Until we develop the necessary plans, processes and protocols to respond proactively, we will continue to remain vulnerable.
FST: Do you think many food companies assume something catastrophic won’t happen to them?
Wheeler: I always ask why it is that we don’t anticipate these things in advance. People are complacent. “It’s not going to have happen here,” they say. “What terrorist would come to our small town and do this? We’re just a small mom and pop [business].”
Recently, I received a call from a 17-employee company in Tennessee. This particular company processes honey for 100 large box retail stores. I received a call from the CEO who said, “My client wants us to have one of those vulnerability things.” He was referencing the vulnerability assessment. He said, “I don’t know why they’d want us to have one of those. We’re a small company down here in Tennessee, why does my client think some terrorist would come here?” The fact is, attackers will find the weakest link to attack: The small honey company is not the target; they are the vessel by which the attackers get to the primary target, and in this case, the big box retailer. The big box retailer/supplier is the target and the simplest, most effective way to get to them is through the hundreds of small, low to no protection suppliers.
These are the issues we need to enlighten and educate companies about; we need to get them thinking differently, because this way of thinking is completely different. If you ask someone who’s been in this industry for years, they’ll say, we never had to worry about locking our doors, or use biometrics to gain access to certain areas. We never had to think about these things in the Food & Ag supply before.
During our front line training course, we place a significant amount of focus on the food plant blending areas and why it is the number one threat area for intentional/unintentional contamination of our food supply in the United States. The blending area is exposed to a number of vulnerabilities and once attacked, the tainted ingredients are spread among numerous products that once distributed, are not necessarily quickly traced once they are blended into the final product.
Bruce Lesniak: The consequences of such an emergency are multifaceted; they affect the consumer and their product confidence, the manufacturer through recall and the retailer through recall, brand damage and loss of consumer loyalty. Often, this ripple effect begins with the small supplier and works its way upstream to affect the entire process.
We are seeing this scenario unfold in real time with Chipotle—this is huge in the food industry. FDA has not been able to determine exactly where that genetic fingerprint has originated resulting in location closures, shaken consumer confidence and brand damage. –Rod Wheeler
FST: What will it take the industry to wake up to what could become a serious reality?
Wheeler: Unfortunately it’s probably going to take a major incident for people to wake up and smell the coffee. With that said, we firmly believe that it is critical to awaken the sleeping giants before something happens. We must increase the awareness and provide education to heighten the reality of what can potentially happen and promote proactive engagement of risk mitigation.
FST: In the context of FSMA, are companies prepared for the compliance stage?
Wheeler: Over the years, I’ve seen a number of companies begin to ramp up security at their facilities. But a number of them are doing it because they realize they need to comply with the food defense elements of FSMA; the larger companies are driving compliance and are requiring that their suppliers comply. But I think convincing companies about “Why” this is important, is the challenge. Often times companies will say, “we’re doing this training”, or “we’re doing this vulnerability assessment because it’s a requirement of FSMA.”
We feel that if being compliant is your “Why “reason, then you are spending time and money for the entirely wrong reason. You don’t do vulnerability assessment or training in food defense because you want to comply with the law. You do it because you want to protect your company and the consumer from the reality of what can happen and proactively work to avoid a threat.
Lesniak: We see the adoption trend take hold as it has traditionally, in three phases. First are the early adopters—they understand the importance of compliance for the right reasons and the need for food defense, Second are those who feel the urgency to comply due to a compelling issues (an incident or have been instructed to do so by larger suppliers in order to retain contracts), and third are those who will come kicking and screaming.
Wheeler: A lot of the requirements of FSMA were generated as a result of the PCA event in 2009. The prosecution and subsequent conviction of the Parnell brothers isn’t the last prosecution we’re going to see for someone violating a food safety protocol. This is the first, and it’s a wake up call.
There is growing evidence that a strong environmental program is critical to identifying potential issues before they threaten product. This data must be captured regularly based on a robust environmental sampling plan and then analyzed in order to take advantage of the results. However, without the proper tools, this is challenging, time consuming and ineffective.
How Software Strengthens a Sampling Program
The most critical component of an environmental sampling plan is zone coverage. Many sampling plans exclude zone 1, direct food contact, because this implicates the finished product and may lead to a test-and-hold situation. However, at minimum, zones 2-4 should be covered in a sampling plan. In addition, it is important to randomize test points and schedules. Sanitation crews are held to rigorous standards, but it is human nature to complete repetitive tasks in the same manner. By randomizing which test points are tested—by day, time and operator—quality teams are more likely to identify potential areas of concern. Randomization is a challenging task to complete manually but a routine task for software.
Using software enables environmental tracking and provides and data visibility. Image courtesy of Dietz & Watson
In addition, ensuring test-point coverage is a key component to sampling plans. An interval for test-point coverage is typically included in environmental sampling plans. It is up to quality teams to ensure that their sampling programs are consistent with these business rules. When this is tracked in an Excel spreadsheet, randomization is typically sacrificed to ensure test-point coverage. This is tracked in a large table with dates on one axis and test points on the other. The challenges to this approach include randomization, analysis and management of more than one test-point coverage interval. Business rules of this nature can be easily managed through software algorithms. In fact, the task of creating a schedule according to a series of business rules is not unlike a macro.
Lastly, robust sampling programs include detailed remediation and response plans in the event of a positive or presumed positive test result. The details on these plans are reviewed internally to ensure that the issues have been adequately addressed. Documentation that each step has been completed in a timely manner is absolutely essential in today’s regulated food production environment. Remediation records may be requested in a government or supplier food safety audit. Emails, meeting notes, pictures and cleaning records can certainly be kept in file drawers, but the more accessible this information is, the more likely it will be used. Approval processes and business workflows have been automated in a variety of software tools. Everything from sales to expense reports has sought support from software to ensure that their workflows are executed consistently and with traceability. Software can support food safety efforts in this way as well.
Dos and Don’ts of Data Analysis
The next challenge in environmental monitoring is the volume of data generated and the tools required for effective analysis. A robust environmental sampling program for Listeria can range from 10 to 15 samples per week per line—often much more. Each test result includes metadata such as sample location, day and time, sample collector and result. In a plant with 10 lines, there are 150 test results per week, or 7,800 test results per year. When compiling results for the past three years, the numbers reach nearly a quarter of million just for pathogen testing. Routine testing such as yeast, mold and Enterobacteriaceae should also be considered in the analysis. The sheer volume of the data can be challenging in a spreadsheet but routine in a database.
Don’t rely on unmanageable spreadsheets. Analysis should look for trends in the data as well as compliance to the program. Completing this task in spreadsheets requires that the data be properly formatted. Further, the database-like structure that would enable analysis is often inconsistent with the table format used for sample schedule generation. In addition, this task is time consuming, manual and error prone; therefore, the frequency of analysis may be reduced.
Don’t take an analog approach to floor plans and risk it being outdated. Particularly for environmental data, it is important to understand the proximity of test points and their results. This allows managers to look for patterns or workflow trends that may be impacting results. This task typically requires mapping the test points and their results to a floor plan. Many plants keep a copy of the floor plan and recent findings posted on the wall.
Do use the tools available. In today’s data-rich food production environment, successful data analysis must be automated.
Answering the Call for Communication
Lastly, for an environmental monitoring program to be effective, communication is critical. The members of the quality team need to know what specific tasks are expected of each of them and when. Sanitation workers need to know what areas require their timely response. Executives need visibility into the results and actions underway so that they can support their teams and make critical food safety decisions. While these tasks can be completed manually, it is ripe for automation and new tools are streamlining the communication process.
Food safety managers and quality teams are working diligently with their sanitation teams to keep their plants and product safe. However, they need to leverage the available tools needed to do their jobs efficiently and effectively. New software tools designed for the food safety industry are changing the way the industry handles safety initiatives. In particular, sampling program, data analysis and communication tools are ripe for automation. Take advantage of technologies and tools already in use in business today so you are prepared to manage the food safety challenges of tomorrow.
The FDA issued the first of several final regulations aimed at modernizing the food safety system through the use of hazard analysis and risk-based preventive controls. Inherent in this system are a number of requirements that eligible food facilities must follow, such as developing a written food safety plan, monitoring, corrective actions and verification. Laboratory testing is an essential component as well.
Robin Stombler presented “Laboratory Oversight and FSMA: Why and When” at the Food Labs Conference in Atlanta, GA | March 7–8, 2016So, what should food facilities know about laboratory testing within the context of the preventive controls for human food final rule? First and foremost, the final rule states, “facilities have a responsibility to choose testing laboratories that will produce reliable and accurate test results.” While a future regulation is expected to address the need for accredited laboratories and model laboratory standards, the preventive controls rule adopts other requirements pertaining to testing. Here are five questions that food facilities should ask about testing and the preventive controls rule.
1. What is the difference between pathogens and microorganisms?
The final rule defines “pathogen” to mean a microorganism that is of public health significance. A microorganism is defined as “yeasts, molds, bacteria, viruses, protozoa and microscopic parasites, and includes species that are pathogens.” Microorganisms that are of public health significance and subject food to decomposition or indicate that the food is adulterated or is contaminated with filth are considered “undesirable.”
2. How must food facilities account for pathogens?
Food facilities must prepare and implement a written food safety plan. One component of the food safety plan must include a written hazard analysis. This analysis must identify known or reasonably foreseeable hazards. These hazards may be biological, which includes parasites, environmental pathogens and other pathogens.
In another example, the food safety plan must include written verification procedures. This is to demonstrate that the facility is verifying that its preventive controls are implemented consistently and are significantly minimizing or preventing the hazards. These verification procedures are intended to be appropriate to the particular food facility, the food in question, and the nature of the preventive control and its role within the facility’s food safety system. With this in mind, facilities must conduct activities such as product testing for a pathogen or an appropriate indicator organism or other hazard, and environmental monitoring.
3. Are there written procedures specific to product testing?
Yes. Procedures for product testing must be scientifically valid and must identify the test microorganisms or other analytes. The procedures for identifying samples, including their relationship to specific lots of products, must be written and implemented. The procedures for sampling, including the number of samples and the sampling frequency, must be outlined. The facility must recognize the laboratory conducting the testing as well as describe the tests that are performed and the analytical methods used. Corrective action steps must also be included.
4. What are the procedures for environmental monitoring?
Similar to product testing, these procedures must be scientifically valid, identify the test microorganisms, and be put in writing. For routine environmental monitoring, the location from which the samples are collected and the number of sites that are tested must be stated. The final rule indicates that the “number and location of sampling sites must be adequate to determine whether preventive controls are effective.” Written procedures must also identify the timing and frequency for collecting and testing samples. Again, similar to product testing, the laboratory conducting the testing and the tests and analytical methods used must be divulged. Corrective action procedures must also be included.
5. How does the supply-chain program incorporate testing?
A receiving facility is required to document a written supply chain program in its records. A component of that program includes documentation of sampling and testing performed as a supplier verification activity. The documentation must include identification of the raw material or other ingredient (including, if appropriate, lot number) and the number of samples tested. It also means that the tests conducted and the analytical methods used must be identified. The date the test is conducted as well as the date of the test report must be provided, and the identity of the laboratory performing the testing must be revealed. Any corrective actions that were taken in response to a hazard detection must also be reported.
This Q&A provides a glimpse into how the preventive controls final rule for human food incorporates laboratory testing. For more details, access the final rule.
With publication of the first set of final rules for FDA’s Food Safety Modernization Act (FSMA) expected any day now, food safety teams are busy strategizing as to how they are going to prepare for compliance and be “FSMA-ready” on Day 1.
Across industry, it is generally agreed that being certified to a GFSI scheme is a solid foundation for FSMA compliance. In a new three-part online series, “GFSI in the Age of FSMA: How GFSI Schemes Align With and Prepare You for FSMA”, the North American leaders of the three major GFSI schemes – SQF, BRC and FSSC 22000 – will discuss the following topics:
How certification to their scheme prepares a company for FSMA compliance in terms of alignment with:
Supplier Controls
Building a food safety plan
Migrating from HACCP to HARPC
Being audit ready all the time
Environmental monitoring … human & animal food rules … and much more
What changes to the scheme have been made (or are planned) to better align with FSMA
Gaps the leaders see in FSMA that are filled by their scheme
What companies who are, or plan to be, GFSI certified should be doing now for Day 1 FSMA compliance
(left to right) John Kukoly of BRC, Jacqueline Southee of FSSC 22000, and Robert Garfield of SQFI are the featured speakers of the GFSI series.
Food company teams working in Regulatory, Food Safety & Quality Assurance, Operations, C-Suite, Legal and other related positions in companies who are – or are planning to become – certified in a GFSI scheme are encouraged to attend one, two or all three sessions.
The series is being sponsored by SafetyChain Software with media partner Food Safety Tech.
What happens when a food company does not have an effective environmental monitoring program in place? The cost of failure can be significant, warns Prof. Ann Draughon, ranging from placing contaminated food in the markets, to managing product recalls, and businesses getting shut down.
Effective Environmental Monitoring, Sampling and Testing (EMS) Programs are absolutely necessary to protect our consumers, and make safe food, and are also required from a regulatory and food safety point of view, and to verify that our food safety programs are working.
In a recent webinar, Prof. Ann Draughon offered some insights on what happens when such an EMS program is not set in place – the cost of failure is much greater, and the repercussions can be severe, she warns.
What is on the horizon with EMS given the new regulatory landscape under the Food Safety Modernization Act and the proposed rules? Prof. Draughon talked about the Mandatory Preventive Controls described in Section 103 of the Act that lists the following controls that FDA will require:
Environmental monitoring programs;
Sanitation and cleaning requirements;
Allergen control;
Mitigation of hazards; and
Supplier verification.
How will FSMA affect FDA’s regulatory sampling of food facilities and products? The volume of environmental samples will increase at a much higher rate than sampling for allergens or ingredients, she adds. And in order to meet such a high demand for environmental inspection and sampling, it will be important to have in place effective EMS programs. Prevention will be cost-effective and give companies the ability to detect and destroy the microorganism before they cause any issues. Prof. Draughon provided the following numbers as cost of reinspection: $224 per hour for domestic inspections, $325 per hour for foreign inspections, and cost of FDA reinspection in FY 2012 estimated to be around $21,000.
She described two case studies of companies that suffered bankruptcy, and business losses due to massive food safety related recalls, caused by inadequate or lack of environmental monitoring programs.
“This company is currently bankrupt due to a massive recall. While they had a great food safety plan, they did not back it up with a strong EMS program,” Prof. Draughon explained.
Speaking about the second company, she explained that the strong and capable leadership had done everything right for the company, but what went wrong? “There was a:
Lack of trend analysis of environmental data;
Lack of communication within company about any positives Listeria results;
Sporadic Listeria positives occurred – while the problem was fixed, they continue to reoccur and the source was never detected or fixed;
The company had a reactive EMS, but not proactive,” she explained.
What are some of the recurring problems due to ineffective EMS programs? Prof. Draughon listed these as:
Increased risk of recall;
Increase loss of product;
Increased liability exposure;
Build-up of pathogens and spoilage agents or chemicals in environment;
Lack of regulatory compliance; and
Reaction to problems, not prevention.
Based on this high cost of compliance, Prof. Draughon strongly recommended establishing an effective EMS program, which has the following attributes:
Focus on having the appropriate indicators and hazards;
Ensure the best procedures selected and validated;
Strong sampling plan, which is well-designed and dynamic;
As the food industry is moving toward a more preventive food safety strategy, environmental monitoring is playing an increasingly critical role in testing. Hazard analysis is shifting the focus from finished product testing to proactively testing the environment and the processing as critical control points to continuously monitor and reduce risk. Today many facilities are adding or strengthening their environmental monitoring programs to enhance their food safety risk reduction efforts.
What do you need to get started with an EMS program?
“You need to first identify the right team; think about what kind of food you are processing (raw products or ready-to-eat products) and if it has had any food safety outbreak associated with it; determine critical or hygiene zones in your facility; determine sample locations; finalize which indicator tests will be done, and in which zones; determine which pathogens you will test for; choose the right test methods; set a baseline, and link that with your sampling plan, and establish testing frequency once you have finalized the number of samples and zones,” explains Draughon.
To establish critical hygiene zones, she advises to:
Survey entire facility and have a map of that facility;
Study that map and identify traffic patterns to divide the facility into critical hygiene zones, GMP zones, and non-processing zones;
Put in place barriers between these zones and dedicate equipment to the critical hygiene zone, and restrict access between zones; and
Establish strict cleaning, sanitation and monitoring plans for these diff zones.
Sampling of zones should be based on risk of contamination and/ or transmission of pathogens to food from environment, says Draughon. The sampling should also take into account potential sources of product contamination by whatever means during food processing (see image 1 for examples of 4 zone and 3-zone hygiene systems).
Selecting the right assays for your EMS program
There are many options, and it can be confusing to select the right assay for your needs. Draughon advises that companies need to look their monitoring needs and consider both indicator bacteria and pathogenic bacteria to select the right assay.
For monitoring with indicator bacteria, most companies look at ATP for environmental sanitation, often before start-up to make sure facility is clean before processing begins. Protein assays are also used to pick up any allergen on equipment.
APC or total viable count is a simple assay offering many choices, which tests for the number of live bacteria on your equipment or in your environment that can grow under air or oxygen at room temperature.
Yeast/ mold count assays are good for two purposes: 1. Mold frequently is the cause of spoilage in food, so it’s useful to understand if there are any present to determine shelf life, and 2. It also helps us understand the number of particulates in the air.
We can also select specific microbial groups as indicators, such as total Enterobacteriacae, fecal coliform or E.coli or Listeria species.
Sample collection and prep
When we collect a sample, we have to clearly document the sample including information such as when it was taken, from where, by whom, what happened to that sample etc. Use clean SOPs to reduce error. Use the assays previously selected and do it as quickly as feasible. If you are working with an outside company, decide how they are going to handle the sample. Finally, always keep in mind plant safety and leave nothing behind after sampling, and avoid cross-contamination.
For characterizing pathogens, you may want to genetically fingerprint any pathogenic isolates from your facilities. This will allow you to see if you have a constant harborage of a particular pathogen or if it changes. Draughon recommends using a contract lab for characterizing pathogens, as they would be better suited, and have better resources to do this. Destroy the isolates after characterization – you don’t want any chance of the pathogen spreading into the product or the environment.
Written SOPs for EMS programs
It’s critical to have clear written SOPs for EMS programs which include the following:
Frequency of sampling;
When, where , how and duration of sampling;
Procedure for recording data and coding;
Sample number, size or volume;
Specific sampling and analysis validated protocols;
Monitoring of incubators and use of equipment;
Handling and shipping of samples; and
Alert and action levels and appropriate response to deviations from alert or action levels.
It’s also important that we train and validate the personnel performing EMS. Each individual doing this needs to demonstrate proficiency of doing this. They need to understand proper recording of EMS program data, alert and action levels, and zero tolerance levels. The personnel should be comfortable and qualified for sampling protocol, and using all the equipment.
In summary, sampling plans should be adaptable, which highest risk sites being tested initially. Establish a baseline and modify sampling plan as needed. Establish your sampling and testing criteria and sample as needed with each zone to fully assess the environmental program.
This website uses cookies so that we can provide you with the best user experience possible. Cookie information is stored in your browser and performs functions such as recognising you when you return to our website and helping our team to understand which sections of the website you find most interesting and useful.
Strictly Necessary Cookies
Strictly Necessary Cookies should be enabled at all times so that we can save your preferences for these cookie settings.
We use tracking pixels that set your arrival time at our website, this is used as part of our anti-spam and security measures. Disabling this tracking pixel would disable some of our security measures, and is therefore considered necessary for the safe operation of the website. This tracking pixel is cleared from your system when you delete files in your history.
We also use cookies to store your preferences regarding the setting of 3rd Party Cookies.
If you visit and/or use the FST Training Calendar, cookies are used to store your search terms, and keep track of which records you have seen already. Without these cookies, the Training Calendar would not work.
If you disable this cookie, we will not be able to save your preferences. This means that every time you visit this website you will need to enable or disable cookies again.
Cookie Policy
A browser cookie is a small piece of data that is stored on your device to help websites and mobile apps remember things about you. Other technologies, including Web storage and identifiers associated with your device, may be used for similar purposes. In this policy, we say “cookies” to discuss all of these technologies.
Our Privacy Policy explains how we collect and use information from and about you when you use This website and certain other Innovative Publishing Co LLC services. This policy explains more about how we use cookies and your related choices.
How We Use Cookies
Data generated from cookies and other behavioral tracking technology is not made available to any outside parties, and is only used in the aggregate to make editorial decisions for the websites. Most browsers are initially set up to accept cookies, but you can reset your browser to refuse all cookies or to indicate when a cookie is being sent by visiting this Cookies Policy page. If your cookies are disabled in the browser, neither the tracking cookie nor the preference cookie is set, and you are in effect opted-out.
In other cases, our advertisers request to use third-party tracking to verify our ad delivery, or to remarket their products and/or services to you on other websites. You may opt-out of these tracking pixels by adjusting the Do Not Track settings in your browser, or by visiting the Network Advertising Initiative Opt Out page.
You have control over whether, how, and when cookies and other tracking technologies are installed on your devices. Although each browser is different, most browsers enable their users to access and edit their cookie preferences in their browser settings. The rejection or disabling of some cookies may impact certain features of the site or to cause some of the website’s services not to function properly.
Individuals may opt-out of 3rd Party Cookies used on IPC websites by adjusting your cookie preferences through this Cookie Preferences tool, or by setting web browser settings to refuse cookies and similar tracking mechanisms. Please note that web browsers operate using different identifiers. As such, you must adjust your settings in each web browser and for each computer or device on which you would like to opt-out on. Further, if you simply delete your cookies, you will need to remove cookies from your device after every visit to the websites. You may download a browser plugin that will help you maintain your opt-out choices by visiting www.aboutads.info/pmc. You may block cookies entirely by disabling cookie use in your browser or by setting your browser to ask for your permission before setting a cookie. Blocking cookies entirely may cause some websites to work incorrectly or less effectively.
The use of online tracking mechanisms by third parties is subject to those third parties’ own privacy policies, and not this Policy. If you prefer to prevent third parties from setting and accessing cookies on your computer, you may set your browser to block all cookies. Additionally, you may remove yourself from the targeted advertising of companies within the Network Advertising Initiative by opting out here, or of companies participating in the Digital Advertising Alliance program by opting out here.