One of the biggest challenges facing today’s food processors is hygiene and effective sanitation. Manufacturers concerned about the impact of a recall are turning to a new system that converts alcohol into a non-flammable vapor, making it possible to sanitize surfaces that cannot be quickly sanitized by other methods.
This new system utilizes liquid carbon dioxide as a propellant to spray a fine alcohol mist. Using this process, oxygen is temporarily displaced by an envelope of rapidly expanding CO2 gas, rendering the vapor non-flammable. The patented technology, known as Non-flammable Alcohol Vapor in Carbon Dioxide (NAV-CO2), has recently stepped into the spotlight following the upswing of product recalls and outbreaks of foodborne illness across the nation.
“What makes NAV-CO2 technology unique is that it is non-corrosive, self-drying, and safe for food contact surfaces” says Robert Cook, of Biomist, Inc., the exclusive manufacturer of the technology. “The ease of use allows one person to effectively sanitize over 4000 square feet in less than two hours. The vapor penetrates into cracks and crevices where pathogens hide, and disinfects areas beyond physical reach. For example, you can sanitize the interior of an electrical panel or between keys of a keyboard and kill pathogens without corrosion. This can’t be accomplished with traditional sanitizing methods and chemicals.”
“Food processors are protecting their investments by utilizing Biomist systems” says Charles Carman, a quality assurance consultant who works with industry professionals. “Modern electronic packaging equipment is not compatible with corrosive sanitizers and wet-wash methods. Biomist systems sanitize the sensitive components without damaging them. Food processors recover the investment many times over in fewer service parts and reduced down-time.”
For more information, call 1-847-850-5530 or log on to www.biomistinc.com.
Meritech, manufacturer of the world’s only fully-automated, touch-free handwashing systems will be exhibiting at the 2016 Food Safety Consortium in Schaumburg, Illinois — with one of its automated handwashers onsite for attendees to experience the technology-based approach to employee hand hygiene. Meritech offers a full line of automated handwashing and footwear sanitizing systems, designed to meet increasingly stringent food safety standards and regulations.
All CleanTech automated handwashing systems deliver a consistent 12-second wash and rinse cycle, removing 99.98% of dangerous pathogens from hands. Meritech products use 75% less water, require less soap/sanitizer, and reduce discharge waste, compared to equivalent manual handwashing.
Listeria and Salmonella outbreaks are some of the biggest fears throughout the food industry. Effective employee hygiene at critical control points is necessary and Meritech offers the best guaranteed preventative measures through its automated systems. Effective, efficient footwear sanitizing, especially when combined with simultaneous handwashing, can reduce or eliminate the spread of these and other pathogens. Meritech’s automated handwasher with an optional footwear sanitizing pan guarantees clean hands and sanitized shoes in 12 seconds.
Meritech helps companies in a wide variety of markets, including food production, food service, theme parks, cruise lines and hospitals. All Meritech products are designed and manufactured in Golden, Colorado. The company ensures that your equipment is always effective by delivering best-in-class, proprietary chemicals and providing no charge, onsite scheduled calibration by its team of Service Engineers. Visit www.meritech.com to learn more.
Neogen recently received approval from the AOAC Research Institute for its rapid and accurate AccuPoint Advanced ATP Sanitation Verification System.
Neogen’s AccuPoint Advanced is the first sanitation verification system to receive an AOAC approval, and this approval follows a recent study by NSF International that showed AccuPoint Advanced exceeded the performance of competitive systems.
“Each time we receive a validation from an independent third party on any of our tests, it provides further assurance to the food production and processing industry that our tests perform as expected,” said Ed Bradley, Neogen’s vice president of Food Safety. “The performance of our AccuPoint Advanced system in recent independent evaluations by AOAC and NSF is very gratifying. We developed the product with the goal of creating a new sanitation verification system that is superior to anything else on the market.”
The results in the AOAC validation report (Performance Tested MethodSM 091601) provided evidence that AccuPoint Advanced produces consistent and reliable data for evaluating sanitation program effectiveness in food processing and food services facilities.
AccuPoint Advanced is an enhanced version of its earlier AccuPoint test system. Improvements with AccuPoint Advanced include: improved sampler chemistry to produce more consistent results with even greater sensitivity; an enhanced instrument to produce even faster results (less than 20 seconds); and advanced Data Manager software to easily streamline the testing process by creating test plans and syncing important data, while keeping a permanent record of sanitation test results.
AOAC International is a globally recognized, independent forum for finding appropriate science-based solutions through the development of microbiological and chemical standards. The Applied Research Center at NSF International is a not-for-profit global research group that provides product development support to manufacturers and developers of products in the food safety, agriculture, clinical and life science markets.
Food production facilities are facing greater scrutiny from both the public and the government to provide safe foods. FSMA is being rolled out now, with new regulations in place for large corporations, and compliance deadlines for small businesses coming up quickly. Coverage of food recalls is growing in the era of social media. Large fines and legal prosecution for food safety issues is becoming more commonplace. Improved detection methods are finding more organisms than ever before. Technologies such as pulsed-field gel electrophoresis (PFGE) can be used to track organisms back to their source. PFGE essentially codes the DNA fingerprint of an organism. Using this technology, bacterial isolates can be recovered and compared between sick people, contaminated food, and the places where food is produced. Using the national laboratory network PulseNet, foodborne illness cases can be tracked back to the production facility or field where the contamination originated. With these newer technologies, it has been shown that some pathogens keep “coming back” to cause new outbreaks. In reality, it’s not that the same strain of microorganism came back, it’s that it was never fully eradicated from the facility in the first place. Advances in environmental monitoring and microbial sampling have brought to light the shortcomings of sanitation methods being used within the food industry. In order to keep up with the advances in environmental monitoring, sanitation programs must also evolve to mitigate the increased liability that FSMA is creating for food manufacturers.
Paul Lorcheim of ClorDiSys Solutions will be speaking on a panel of Listeria Detection & Control during the 2016 Food Safety Consortium, December 8 | LEARN MOREPersistent Bacteria
Bacteria and other microorganisms are able to survive long periods of time and become reintroduced to production facilities in a variety of ways. Sometimes construction or renovation within the facility causes contamination. In 2008, Malt-O-Meal recalled its unsweetened Puffed Rice and Puffed Wheat cereals after finding Salmonella Agona during routine testing of its production plant. Further testing confirmed that the Salmonella Agona found had the same PFGE pattern as an outbreak originating from the same facility 10 years earlier in 1998. This dormant period is one of the longest witnessed within the food industry. The Salmonella was found to be originating from the cement floor, which had been sealed over rather than fully eliminated. This strategy worked well until the contamination was forgotten and a renovation project required drilling into the floor. The construction agitated and released the pathogen back into the production area and eventually contaminated the cereal product. While accidental, the new food safety landscape looks to treat such recurring contaminations with harsher penalties.
One of the most discussed and documented cases of recurring contamination involves ConAgra’s Peter Pan peanut butter brand. In 2006 and 2007, batches of Peter Pan peanut butter produced in Sylvester, GA were contaminated with Salmonella and shipped out and sold to consumers nationwide. The resulting outbreak caused more than 700 reported cases of Salmonellosis with many more going unreported. Microbial sampling determined that the 2006 contamination resulted from the same strain of Salmonella Tennessee that was found in the plant and its finished product in 2004. While possible sources of the contamination were identified in 2004, the corrective actions were not all completed before the 2006–2007 outbreak occurred. Because of the circumstances surrounding the incomplete corrective actions, ConAgra was held liable for the contamination and outbreak. A settlement was reached in 2015, resulting in a guilty plea to charges of “the introduction into interstate commerce of adulterated food” and a $11.2 million penalty. The penalty included an $8 million criminal fine, which was the largest ever paid in a food safety case. While the problems at the Sylvester plant were more than just insufficient contamination control, the inability to fully eliminate Salmonella Tennessee from the facility after the 2004 outbreak directly led to the problems encountered in 2006 and beyond.
Many times, bacteria are able to survive simply because of limitations of the cleaning method utilized by the sanitation program. In order for any sanitation/decontamination method to work, every organism must be contacted by the chemical/agent, for the proper amount of time and at the correct concentration by an agent effective against that organism. Achieving those requirements is difficult for some sanitation methods and impossible for others. Common sanitation methods include steam, isopropyl alcohol, quaternary ammonium compounds, peracetic acids, bleach and ozone, all of which have a limited ability to reach all surfaces within a space, and some are incapable of killing all microorganisms.
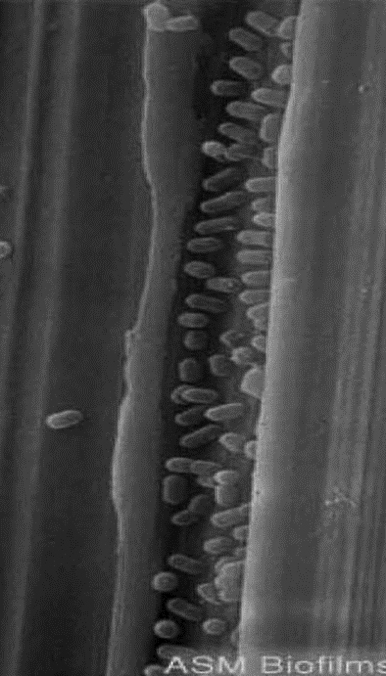
Figure 1. Bacteria in a 10-micron wide scratch.
Liquids, fogs and mists all have difficulty achieving an even distribution throughout the area, with surfaces closer or easier to reach (i.e., the top or front of an item), receiving a higher dosage than surfaces further away or in hard-to-reach areas. Such hard-to-reach areas for common sanitation methods include the bottom, back or insides of items and equipment that don’t receive a “direct hit” from the decontaminant. Liquids, fogs and mists land on and stick to surfaces, which makes it harder for them to reach locations outside the line of sight from where they are injected or sprayed. Hard-to-reach areas also include ceilings, the tops of overhead piping lines, HVAC vents, cooling coils and other surfaces that are located at greater heights than the liquids, fogs and mists can reach due to gravitational effects on the heavy liquid and vapor molecules.
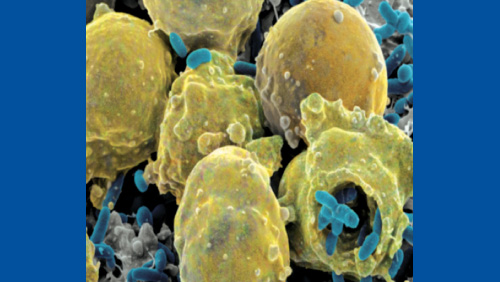
Another common but extreme hard-to-reach area includes any cracks and crevices within a facility. Although crevices are to be avoided within production facilities (and should be repaired if found), it is impossible to guarantee that there are no cracks or crevices within the production area at all. Liquid disinfectants and sterilant methods deal with surface tension, which prevents them from reaching deep into cracks. Vapor, mist and fog particles tend to clump together due to strong hydrogen bonding between molecules, which often leave them too large to fit into crevices. Figure 1 shows bacteria found in a scratch in a stainless steel surface after it had been wiped down with a liquid sterilant. The liquid sterilant was unable to reach into the scratch and kill/remove the bacteria. The bacteria were protected by the crevice created by the scratch, giving them a safe harbor location where they could replicate and potentially exit in the future to contaminate product itself.
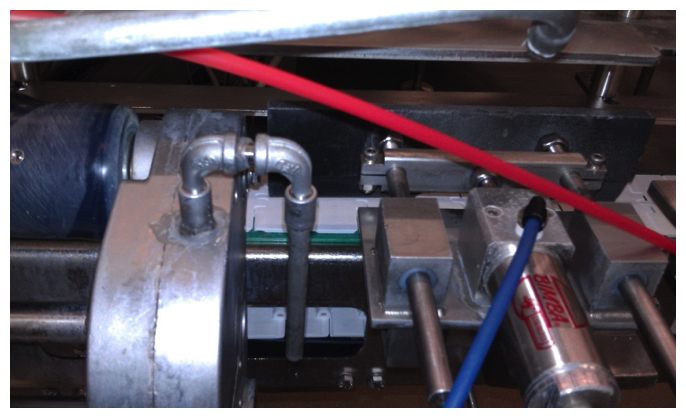
Figure 2. Processing machinery
Processing equipment and machinery in general contain many hard-to-reach areas, which challenge the routine cleaning process. In sanitation, “hard to reach” is synonymous with “hard to clean”. Figure 2 shows processing equipment from an ice cream manufacturing facility. Processing equipment cannot be manufactured to eliminate all hard-to-clean areas. As such, even with all the sanitary design considerations possible, it is impossible to have equipment that does not contain any hard-to-clean areas. While sanitary design is essential, additional steps must be taken to further reduce the possibility of contamination and the risk that comes along with it. This means that in order to improve one’s contamination control and risk management programs, improvements must also be made to the sanitation program and the methods of cleaning and decontamination used.
Chlorine Dioxide Gas
Food safety attorney Shawn K. Stevens recently wrote that “given the risk created by the FDA’s war on pathogens, food companies should invest in technologies to better control pathogens in the food processing environments.”1 One method that is able to overcome the inherent difficulties of reaching all pathogens within a food processing environment is chlorine dioxide gas (ClO2 gas). ClO2 gas is a proven sterilant capable of eliminating all viruses, bacteria, fungi, and spores. As a true gas, ClO2 gas follows the natural gas laws, which state that it fills the space it is contained within evenly and completely. The chlorine dioxide molecule is smaller than the smallest viruses and bacteria. Combined, this means that ClO2 gas is able to contact all surfaces within a space and penetrate into cracks further than pathogens can, allowing for the complete decontamination of all microorganisms with the space. It also does not leave residues, making it safe for the treatment of food contact surfaces. It has been used to decontaminate a growing number of food facilities for both contamination response and contamination prevention in order to ensure sterility after renovations, equipment installations and routine plant shutdowns.
Conclusion
“If food companies do not take extraordinary measures to identify Lm in their facilities, perform a comprehensive investigation to find the root cause or source, and then destroy and eliminate it completely, the pathogen will likely persist and, over time, intermittently contaminate their finished products,” wrote Stevens.1 Environmental monitoring and sampling programs have been improved in terms of both technology and technique to better achieve the goal of identifying Lm or other pathogens within a food production environment. The FDA will be aggressive in its environmental monitoring and sampling under the food safety guidelines required by FSMA. Food production facilities will be closely monitored and tracked using PulseNet, with contaminated product being traced back to their source. Recurring contamination by a persistent pathogen will be viewed more severely. While there are many reasons that pathogens can persist within a food manufacturing environment, insufficient cleaning and decontamination is the most common. Traditional cleaning methods are incapable of reaching all surfaces and crevices within a space. In order to eliminate the risk of pathogens re-contaminating a facility, the pathogens need to be fully eliminated from their source and harbor locations. ClO2 gas is a method capable of delivering guaranteed elimination of all pathogens to maintain a pathogen-free environment. With the new era of food safety upon us, ensuring a clean food production environment is more important than ever, and ClO2 gas is uniquely situated to help reduce the risk and liability provided by both the government and the public.
In the summer of 2015, multiple ice cream manufacturers were affected by Listeria monocytogenes contamination. Part two of this article will detail one such company that utilized ClO2 gas to eliminate Listeria from its facility.
Managers in food processing facilities are under more pressure than ever to get their product out the door quickly, but they cannot sacrifice safety. A new technology developed by 3M can help them quickly identify potential contamination in their facility, which can help them determine whether to stop production. The Clean-Trace Hygiene Monitoring and Management System is a handheld luminometer that was developed with the help of food manufacturing professionals in positions from plant floor operators to company executives.
“We involved customers throughout the development and design of the entire system to automate and streamline what is in many cases a tedious, manual process of selecting test points, assigning them daily, conducting tests, documenting results, managing sample plans, and developing quality improvement measures,” said Tom Dewey, 3M Food Safety global marketing manager in a press release.
3M Clean-Trace Hygiene Monitoring and Management System (Photo courtesy of 3M)
The company made improvements to the device’s industrial design to make it more durable and user friendly. Other features include reengineered optical technology with photomultiplier detectors; upgraded software with a streamlined dashboard; and the capability to transfer data between the luminometer and the software via Wi-Fi and Bluetooth connections.
It hides in the crevices. Once it gets onto equipment, it can linger for years. It’s biofilm, a formation of bacteria that adheres to surfaces and can be quite difficult to eradicate. A host of microorganisms, including Listeria and Salmonella, are linked to biofilm contamination. The following are insights gathered from Dominique Blackman, general manager at Realzyme, LLC and Jeff Mitchell, vice president of food safety at Chemstar during Food Safety Tech’s recent Listeria Detection & Control Workshop.
Biofilm Facts
Protected by multiple layers of polysaccharides
Acts as binding site for antimicrobials as well as a diffusion site, protecting bacteria within
Mechanisms of dispersal
Active: Releases cells based on environmental changes
Passive: Occurs as a result of shear or agitation (i.e., when doing deep cleans or moving equipment)
Hot spots
Transfer points in facility
Product contact points on equipment
Drains
Seams in walls/floor-wall junctures
Door seals
Cart wheels
Overhead vents and pipes
Causes a variety of problems within food manufacturing facilities, including:
Product contamination = Economic loss (i.e., as a result of recalls)
Reduced product shelf life (i.e., result of recurring contamination)
Reduced productivity, especially when equipment isn’t cleaned properly
Bacterial resistance to disinfection
Surface corrosion (the longer biofilm is in one place, the more time it has to damage equipment)
Successful removal requires complete penetration of extracellular polymeric substance without inactivating any sanitizer
More effective environmental monitoring and improved sanitation practices, along with databases such as PulseNet, are helping the industry find Listeria contamination. However, once detected, many processing facilities have difficulty removing the bacteria.
Next month Food Safety Tech is holding a Listeria Detection & Control Workshop to educate food industry professionals about how to integrate prevention and mitigation procedures into existing sanitation, operation and testing programs. The two-day workshop, which takes place May 31 – June 1 in St. Paul, MN, will cover the basics of controlling Listeria, along with the following topics:
Detecting and penetrating biofilm
How to build an effective environmental testing program
Producing reliable testing to detect and control Listeria
Sanitation departmental role in prevention, control and mitigation
Building a master sanitation schedule
Innovative Listeria mitigation programs
Gaps in proactive food safety programs
Hygienic equipment design
Industry speakers include:
John Besser, Ph.D., deputy chief, enteric disease laboratory branch, CDC
Gina (Nicholson) Kramer, Savour Food Safety International
Dominique Blackman, Realzyme
Janet Buffer, The Kroger Company
Ken Davenport, Ph.D., 3M Food Safety
Bert de Vegt, Micreos Food Safety
Joellen Feirtag, Ph.D., University of Minnesota
Melinda Hayman, Ph.D., GMA
Sanja Illic, Ph.D., Ohio State University
Paul Lorcheim, ClorDiSys Solutions
Douglas Marshal, Ph.D., Eurofins Scientific
Jeff Mitchell, Chemstar
Megan Murn, Microbiologics
Robin Peterson, Micreos
Errol Raghubeer, Ph.D., Avure Technologies
The event takes place at the 3M Innovation Center in St. Paul, Minnesota. Workshop hours are Tuesday, May 31 from 11:00 am–6:00 pm and Wednesday, June 1 from 8:30 am–5:00 pm. For more information, visit the Listeria Detection & Control Workshop event website.
Recent recalls and outbreaks associated with Listeria coupled with FDA’s finalization of the FSMA preventive controls rule have heightened the industry’s need to focus on environmental testing programs. The need for a preventive control program with higher resolution is especially highlighted by the government’s increasing use of whole genome sequencing data to more rapidly link human illness to food processing establishments. I work with many customers who simply do not recognize all of the factors that influence their ability to detect Listeria in environmental samples. For many, an environmental sample is collected, shipped to a third-party lab, results are received within two to four days, and few questions asked. Most companies have not invested the time and resources needed to truly understand how each component of an environmental sample impacts their ability to detect Listeria. So what factors should be considered to maximize Listeria detection in the plant environment?
Learn innovative ways to mitigate the threat of Listeria at the Listeria Detection & Control Workshop | May 31–June 1, 2016 | St. Paul, MN | LEARN MOREListeria is a True Survivor
Listeria is inherently a hearty organism that can withstand highly adverse conditions in the plant environment. It is able to survive and grow across a wide range of temperatures, including refrigeration, and it is more tolerant to heat than Salmonella and E. coli. Additionally, the organism survives across a wide pH range, including extended periods in highly acidic conditions, and can survive food processing and preservation with up to 25.5% salt. These traits may result in highly injured Listeria being collected in environmental samples, and requires optimization of the sample collection and analysis process in order for detection and culture confirmation to occur.
Sanitation Programs May Not Destroy Listeria
Sanitation practices are intended to destroy Listeria in the plant environment, but not all sanitizers will be 100% effective. In some cases, sanitizers may not fully kill Listeria, leaving highly injured Listeria that may require an extended lag phase in order for growth and detection during testing. Sub-lethally injured Listeria remains a food safety concern, as the bacteria maintain the ability to recover and flourish in a nutritive environment. Additionally, Listeria readily forms biofilms in the plant environment, which many traditional sanitizers do not effectively remove. Biofilms in the plant environment may maintain low levels of Listeria that may be challenging to detect without the use of a sensitive detection method.
Sample Collection: Choose the Right Tool for the Job
The neutralizing and nutritive capacity of the collection media used with the collection device can have a significant impact on the ability to resuscitate, detect and culture stressed Listeria. When selecting a collection media, it is important to ensure that the media will effectively neutralize the sanitizers used in the plant environment. For instance, peroxyacetic acid and quaterinary ammonia-based sanitizers will not be neutralized well by commonly used collection media such as Neutralizing Buffer or Letheen Broth. Neutralization of the sanitizer in environmental samples is important in order for resuscitation and growth of any Listeria present within the sample. Additionally, use of a collection media that contains nutrients to begin the resuscitation process for Listeria immediately upon collection is also important for detection and culture confirmation of Listeria in samples. Collection media such as Neutralizing Buffer contains monopatassium phosphate, sodium thiosulfate, and aryl sulfonate complex intended only to neutralize sanitizers. Conversely, D/E Broth and HiCap Broth have components to nourish Listeria and facilitate resuscitation in addition to neutralizing sanitizers.
Enrichment Media Determines Recovery & Growth
Enrichment media plays a major role in the speed of recovery and growth of Listeria in environmental samples. Medias that facilitate faster recovery of injured Listeria allow for shortened lag phases facilitating more rapid growth. Enrichment media that facilitate faster recovery and growth allow Listeria to reach the limit of detection for screening tools more quickly. When paired with a highly sensitive method, enrichment media, which foster greater Listeria growth and recovery, can allow for significant reductions in time to results for screening methods. Additionally, faster recovery and growth of Listeria due to enrichment media can increase the likelihood of culturally confirming Listeria found at low levels pre-enrichment.
Not All Detection Methods are the Same
The ability of a detection method to find Listeria in an environmental sample is impacted by two factors: 1) method sensitivity and 2) method robustness in the presence of sanitizers. The more sensitive a rapid test method, the greater the chance of finding low levels of Listeria in an environmental sample. Low levels of Listeria in environmental samples are likely due to the injured state of Listeria in the plant environment post sanitization. Immuno-based rapid methods have a sensitivity of 105–106, DNA-based methods have a sensitivity of 104–105 and RNA based methods have a sensitivity of 102–103. Using an RNA-based method offers 1 to 2 logs greater sensitivity and greatly increases the chance of finding low-level Listeria.1 This can be particularly true when sampling conditions such as collection media or enrichment media are less than optimal for the neutralization of sanitizers and growth and recovery of Listeria.
Another important factor that influences a test method’s ability to detect Listeria in an environmental sample is the method’s ability to amplify and detect the organism in the presence of sanitizers. Most molecular-based methods do not include a sample clean up step resulting in sanitizer being present during the amplification step. For some methods, sanitizers may inhibit amplification, resulting in indeterminate or false negative results.
Confirmation Requires Optimization of the Sampling Process
The ability to culturally confirm a Listeria sample that screens positive is influenced by the entire environmental sampling process. In order to culture confirm samples with highly injured, low-level Listeria, it is necessary to optimize the sample collection media, enrichment media, and confirmation process to provide the greatest likelihood of culture recovery. If Listeria is not adequately resuscitated and able to achieve sufficient growth, the level of Listeria present in the sample post-enrichment may be below the limit of detection for culture. The likelihood of culture confirmation can be increased by incorporating steps such as a secondary enrichment or concentration via IMS capture. Culture confirmation for samples that screen positive on a rapid method can be especially challenging if a highly sensitive test method is used for screening that may detect Listeria at lower levels than culture. Thus, optimizing the environmental sample program is especially important if confirmation of screening results for highly sensitive methods is desired.
Method Sensitivity and Increased Positivity
Employing a highly sensitive screening tool for environmental samples provides a better lens to view risk within the food safety processing environment. Many companies fear that a more sensitive method will result in significant increases in positivity and cost for increased sanitation. In working with customers who have moved from immune-based methods to a highly sensitivity molecular method, I’ve observed an initial increase in positivity followed by a leveling off of low-level positivity after enhanced interventions are taken in the plant. Companies that proactively seek out and destroy Listeria in their plants are then able to maintain low level rates of positivity with routine cleaning measures, while also maintaining the confidence that they are using the best tool available for Listeria monitoring.
Understand Your Risk & Establish a Culture of Food Safety
It is important for food safety professionals to fully consider the hidden risks that may exist in their plant environment due to the environmental sample process masking the true presence of Listeria. Each component of the environmental monitoring process, sanitizer, collection media, enrichment media, detection method and culture process plays an important role in a company’s ability to be able to detect and culture confirm Listeria in the plant environment. Optimizing each step within the environmental sample process allows a company to be proactive instead of reactive. This approach creates a company culture of food safety that can seek out, detect and destroy Listeria in the plant environment, can significantly mitigate risk. The good news is that by incorporating the right food safety culture and making data-driven choices, today’s manufacturer can achieve both short-term dividends of risk reduction as well as a long-term elevation of control of its process.
Most recently we have seen an increase in foodborne illness outbreaks from Listeria to Salmonella to Norovirus to E.coli, many of which are a result of post-lethal contamination of processed foods. This is often a direct result of a gap in the sanitation programs that were in place at the processing facilities. Every facility should conduct a sanitation gap analysis on an annual basis. In order to receive unbiased feedback, this activity is best performed by a third party that is not a chemical provider.
Join Gina Kramer at the Listeria Detection & Control Workshop, May 31–June 1 in St. Paul, MN | LEARN MOREDeveloping and implementing a sound environmental hygiene program at a food processing facility is essential to its success in producing safe food for consumer consumption. There are fundamental basics of sanitation that every plant must follow in developing a strong program. The fundamental basics include: Developing sanitation standard operating procedures (SSOPs) for; Floors and drains, walls, ceilings, equipment and utensils, and employees. SSOPs must also contain perimeter control, foot traffic control into food preparation areas, zoning, and environmental sampling procedures.
VIDEO: Jeff Mitchell and Gina Kramer discuss the increase in Listeria recalls. | WATCH NOW
When developing SSOPs, using the proper risk reduction formula will lead to sanitation success. To determine the best risk reduction formula, I sought the advice of sanitation expert, Jeff Mitchell, vice president of food safety at Chemstar. Before working for Chemstar, Mitchell was the Command Food Safety Officer for the United States Department of Defense (DOD). Serving more than 20 years for the DOD has given him the opportunity to visit thousands of processing facilities all over the world, seeing the best and the worst, and assisting in finding the root cause of contamination issues and negative environmental sampling results. In this article, I share Mitchell’s risk reduction formula for sanitation success and how to use the formula to build a solid and successful sanitation program.
Foundational Science
“An understanding of the difference between transient and persistent (or resident) pathogens is a key part in the foundational science of sanitation solutions,” explained Mitchell as we discussed the details of the risk reduction formula. Transient pathogens are those that are introduced to the processing facility from the external environment. Entrance occurs from deliveries on transportation vehicles and pallets, food, and non-food products and its packaging, employees and visitors, pests and rodents, along with leaks in the roof or improper cleaning of drains, which are known reservoirs.
“Persistent pathogens are those pathogens that establish residency within the processing facility. Most bacteria will aggregate within a biofilm, allowing them to live in communities. A biofilm is a survival mode for the bacteria; it protects it from sanitizer penetration. The biofilm layers actually masks it from sampling detection. You could swab a surface or an area and not get a positive pathogen test result, because the biofilm is masking it,” Mitchell stated. He continued to explain that most contamination risks are likely from established populations. Four things need to exist for resident populations to form: Pathogen introduction, water, trace organics and niche area for attachment and growth. Food processing facilities should be most concerned about these populations, as they’re being traced to many recent outbreaks and recalls.
In his experience, Mitchell shared that sanitation efforts should focus on areas within the processing facility where moisture and nutrients are collected; both are needed for biofilm formation. Disruption of these niche areas containing biofilm can result in direct (food contact) and indirect (non-food contact) contamination if the biofilm is not completely penetrated or removed. This can occur through active and passive dispersal of pathogens. Active dispersal refers to mechanisms that are initiated by the bacteria themselves where they naturally eject from the biofilm and land on other surfaces. Passive dispersal refers to biofilm cell detachment that is mediated by external forces that shear the biofilm, causing it to move and further spread. This can be caused through fluid shear, abrasion and/or vibration due to power washing, equipment vibration, or deep cleaning/scrubbing that does not penetrate and remove all the aggregate layers of biofilm. In other words, the biofilm and pathogens are just smeared around the facility like cleaning a mirror with a greasy wiping cloth.
Chemistry and Application
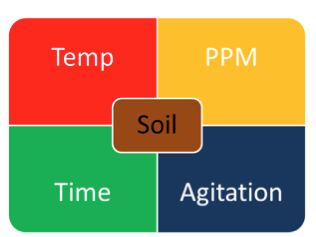
The cleaning matrix must be considered to properly remove soils that house both transient and persistent pathogens. This is done by combining proper cleaning and sanitizing agent concentration (PPM), adequate exposure time, proper temperature and mechanical action (agitation) or good old elbow grease. If there is a decrease in one area of the matrix, then an increase in the other areas needs to be made as an accommodation to the cleaning process. My years working in industry have taught me that the most expensive quadrant of the cleaning matrix is agitation, because it requires manual labor. Reduction of labor is one of the first ways companies build in efficiencies to increase profit margins. That means a solution must be built that focuses on temperature, concentration and proper contact time to produce the sanitation results necessary to prevent persistent pathogens from establishing residency within processing facilities.
Temperature should be regulated by the type of soils that need to be removed. High fat soils need a higher temperature of about 140⁰ F. However, when removing high protein soils, the temperature needs to be reduced so that the protein is not baked onto the surface. Baked proteins that are not removed become nutrients for bacteria to aggregate and reside. High temperature is does not work in every food processing plant, Jeff explained.
Proper balance of detergent and sanitizer is necessary to remove and destroy both transient and persistent pathogens. The detergent needs to be the right formulation and contact time to break down soils and biofilms with application of the right concentration and contact time of sanitizer to kill the exposed pathogens. Without the right balance in place it can create the perfect storm for spread and contamination within the processing facility.
Validation
Do your homework. Research is the most valuable tool when validating the effectiveness of a cleaning process. Private research is good but not the only form of validation on which to base a business decision. I have found that peer reviewed published research is best to use in validating all quadrants of the cleaning matrix. Academic research based on sound science that has practical application results is worth the investment to make sound business decisions.
Many products have been developed to penetrate and destroy the biofilm layers that bacteria aggregate. Again, do your homework. Choose a product that also provides a pathogen kill once the biofilm has been penetrated. I cannot stress enough to make sure that the SSOPs follow the manufacturer’s validated processes and the sanitation team follows the SSOPs’ directions.
Solution
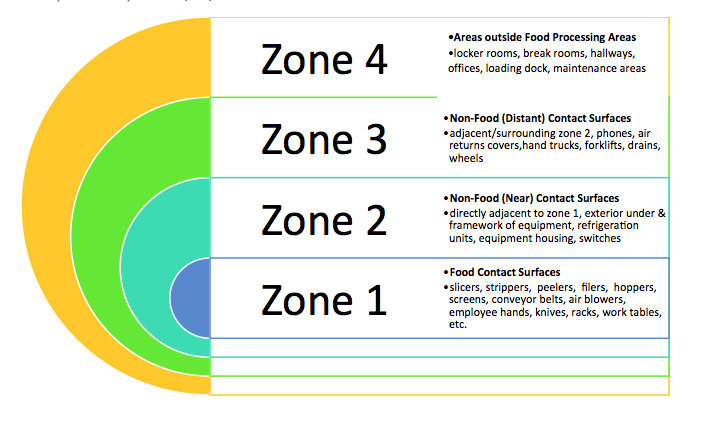
Applying the desired solution requires dividing the processing facility into zones to designate specific sanitation requirements. This will assist in the development of specific SSOPs that apply the right solution in the right zone throughout the site.
Mitchell also gave great advice about cleaning tools and cleaning chemical basics. He explained that a facility should color code the cleaning tools according to zone and only use them in the designated zone area. This prevents cross contamination from occurring, because cleaning tools can be vehicles of contamination transfer. Utilize foam detergents and foam sanitizers as they are more forgiving and increase contact time, and sanitation crew can see where they have applied the chemicals. Use the Ross-Miles foam test for stability: Foam should last more than three minutes before breaking and turning into a liquid solution that runs down the drain, costing a site money and opening up the potential for introducing pathogens into production rooms.
Mitchell advised the development of sanitation procedures that focus on daily thorough cleaning of everything from the knees down in Zones 1-3. “You want to knock everything down and keep it down. The objective is to keep bacterial creep from occurring,” he said. “Creep is where bacteria are moved by processes like water spray, splash and aerosolization, causing the bacteria to move from one area (it usually develops on the floor) to then move up walls and the legs of equipment, etc.— eventually causing contamination of food during food production and packaging.” Obviously, all food contact surfaces in Zone 1 need to have specialized SSOPs according to the equipment, food processing shifts per day, and type of foods that are being processed.
Mitchell stressed that perimeter and foot traffic control entry programs should incorporate a good foam sanitizer that stands up to the Ross-Miles test with optimal duration of five minutes. The distribution of the foam should cover a large enough area that the employees’ foot path and equipment must travel through the foam to achieve contact to control transient pathogen entrance into Zones 1–3. Concentration levels of these areas should be at least double what the food contact area strength is for effectiveness of log kill needed for control.
Environmental monitoring procedures should follow the zoning process set up for sanitation. “Swabbing for Adenosine Triphosphate (ATP) and/or Aerobic plate count (APC) are tools that can be used to help identify biofilm locations. One thing to note is that the bacteria located under the biofilm are in a modified dormant state requiring less energy and making less ATP available for detection. With that said, ATP and APC swabbing are still both viable tools to use in sanitation verification,” said Mitchell. If you only test for general risk pathogens in your facility you may receive false negatives due to biofilm masking the pathogen from showing up as a positive in environmental testing. Utilizing both general pathogen, ATP and APC in concert, is the best combination in a facility’s environmental monitoring program. The goal is to seek and find then destroy and verify.
I recently discovered a great biofilm visual detection test from Realzyme that is wonderful to use to verify whether the sanitation system in place is working. It can also differentiate between protein build-up and biofilm formation. In my professional opinion, this visual detection test is essential to incorporate in a robust environmental testing system.
Safe Food: The End Product
Our responsibility as food safety/quality professionals is to provide the safest, most delicious food for our customers to enjoy. To ensure safe food in our end product, we need to develop a robust sanitation and environmental testing program that follows the risk reduction formula (Foundational Science + Chemistry & Application + Validation = Solution) and conduct an annual sanitation gap analysis by a third-party expert for continuous improvements.
Apply these steps to protect your food, protect your brand and protect your customers so that they Savor Safe Food in every bite!
This article was part of our April Fool’s edition. 49% of poll participants thought this story was fake. Alas, it’s true! Better luck next time.
If you plan on visiting Switzerland any time soon, take your beverages without ice. Why? A recent study has found that more than 25% of ice cubes used in bars and restaurants in Switzerland contain bacteria, including E. coli, pseudomonas and enterococci. According to SonntagsBlick, the publication that released the information, the bacteria is an indication of unsanitary ice cube production, namely due to the machines being kept in basements and cellars and not being properly cleaned or maintained.
“Abroad you are always careful with ice,” Sara Stalder, director of a consumer protection group told SonntagsBlick. “But in Switzerland one would never expect one in four ice cubes to exceed legal limits.” Despite the fact that the ice cubes surpassed legal limits in terms of the presence of bacteria, the amount of bacteria isn’t enough to be dangerous to humans.
This website uses cookies so that we can provide you with the best user experience possible. Cookie information is stored in your browser and performs functions such as recognising you when you return to our website and helping our team to understand which sections of the website you find most interesting and useful.
Strictly Necessary Cookies
Strictly Necessary Cookies should be enabled at all times so that we can save your preferences for these cookie settings.
We use tracking pixels that set your arrival time at our website, this is used as part of our anti-spam and security measures. Disabling this tracking pixel would disable some of our security measures, and is therefore considered necessary for the safe operation of the website. This tracking pixel is cleared from your system when you delete files in your history.
We also use cookies to store your preferences regarding the setting of 3rd Party Cookies.
If you visit and/or use the FST Training Calendar, cookies are used to store your search terms, and keep track of which records you have seen already. Without these cookies, the Training Calendar would not work.
If you disable this cookie, we will not be able to save your preferences. This means that every time you visit this website you will need to enable or disable cookies again.
Cookie Policy
A browser cookie is a small piece of data that is stored on your device to help websites and mobile apps remember things about you. Other technologies, including Web storage and identifiers associated with your device, may be used for similar purposes. In this policy, we say “cookies” to discuss all of these technologies.
Our Privacy Policy explains how we collect and use information from and about you when you use This website and certain other Innovative Publishing Co LLC services. This policy explains more about how we use cookies and your related choices.
How We Use Cookies
Data generated from cookies and other behavioral tracking technology is not made available to any outside parties, and is only used in the aggregate to make editorial decisions for the websites. Most browsers are initially set up to accept cookies, but you can reset your browser to refuse all cookies or to indicate when a cookie is being sent by visiting this Cookies Policy page. If your cookies are disabled in the browser, neither the tracking cookie nor the preference cookie is set, and you are in effect opted-out.
In other cases, our advertisers request to use third-party tracking to verify our ad delivery, or to remarket their products and/or services to you on other websites. You may opt-out of these tracking pixels by adjusting the Do Not Track settings in your browser, or by visiting the Network Advertising Initiative Opt Out page.
You have control over whether, how, and when cookies and other tracking technologies are installed on your devices. Although each browser is different, most browsers enable their users to access and edit their cookie preferences in their browser settings. The rejection or disabling of some cookies may impact certain features of the site or to cause some of the website’s services not to function properly.
Individuals may opt-out of 3rd Party Cookies used on IPC websites by adjusting your cookie preferences through this Cookie Preferences tool, or by setting web browser settings to refuse cookies and similar tracking mechanisms. Please note that web browsers operate using different identifiers. As such, you must adjust your settings in each web browser and for each computer or device on which you would like to opt-out on. Further, if you simply delete your cookies, you will need to remove cookies from your device after every visit to the websites. You may download a browser plugin that will help you maintain your opt-out choices by visiting www.aboutads.info/pmc. You may block cookies entirely by disabling cookie use in your browser or by setting your browser to ask for your permission before setting a cookie. Blocking cookies entirely may cause some websites to work incorrectly or less effectively.
The use of online tracking mechanisms by third parties is subject to those third parties’ own privacy policies, and not this Policy. If you prefer to prevent third parties from setting and accessing cookies on your computer, you may set your browser to block all cookies. Additionally, you may remove yourself from the targeted advertising of companies within the Network Advertising Initiative by opting out here, or of companies participating in the Digital Advertising Alliance program by opting out here.